Precision and innovation – these are the keys to the success of XENON Automatisierungstechnik GmbH founded in Dresden in 1990. Its customised lines for the assembly and testing of mechatronic systems enjoy an outstanding reputation worldwide. Today, the owner-run company ranks among the leading suppliers of complex, turnkey automation equipment.
Leading supplier of automation systems.
“Getting started,” Production Manager René Pätzold still clearly recalls, “was a leap into the unknown.” As a spin-off of the measurement and testing equipment activities of state-owned East German enterprise VEB Robotron Messelektronik under a management buyout, a team of eleven employees got down to work in the new company in 1990. The young workforce under the management of Dr Reissmann senior soon managed to attract its first orders to Dresden. “All the same”, Pätzold adds with a smile, “we didn’t exactly have ideal premises at the time. Our final assembly area was the right size but it didn’t have suitable truck loading gear for handling the machines.” However, ultimately the Dresden start-up company didn’t have any difficulty in finding suitable facilities. Today, after almost 25 years of continual growth and over 1,200 supplied units, XENON is one of the leading sources of complex, turnkey lines for the assembly and testing of mechatronics systems. Some 180 employees, half of them university and technical college graduates, engage in research, development and production for the company. As an independent systems integrator, XENON masters an abundance of production technologies and, as a result of the many years of cooperation with its customers, has gathered wide-ranging experience of technological processes and methods. “It’s our goal,” Pätzold explains, “is to build highly dependable automation lines that enable our customers to optimise their production activities and operate highly efficiently and cost-effectively.” The company’s strategy is to deepen its core competences in automated electronic and mechatronic production and actively exploit synergies between automotive engineering, electronics, photovoltaics and medical technology.
As a high-tech plant engineering company, XENON aspires to high standards of development, programming and production. “We don’t aim to produce all the necessary parts and subassemblies ourselves,” the production manager explains, “but we’ve got reliable component suppliers that we work closely with and whose skills and specialised production technologies we can rely on.” Largely due to its encouraging experience with suppliers, the company hasn’t significantly extended its parts production since its founding. For XENON it’s important to always keep pace with the latest production technologies and thus stay on the same footing as its suppliers. “As a technology company, we are strongly committed to mastering the relevant technologies on our own site. This is why we installed a 5-axis CNC milling centre five years ago, immersed ourselves in the specialised technology of hard milling and started operating a NA1200 wire-cut EDM from Mitsubishi Electric in 2013,” Pätzold explains. By building up its EDM capability, XENON also hoped to boost its research & development and to speed up its parts supplies to customers.

Dana Kasprick, Management Assistant in conversation with the journalist from Profile
Research & development work in all companies is subject to high safety standards, and these are best upheld on one’s own premises. Among other things, it’s a question here of fabricating special combination parts, testing new materials and defining precision classifications for production. “Our design engineers and technicians always want to produce their parts with the highest-possible precision,” Pätzold quips. “However, if we are to maintain and build on our position on the market, we have to keep an eye on costs and only ever achieve the degree of precision that’s actually necessary.”
After-sales service, which is responsible for quickly supplying customers with replacement parts, provides another weighty reason for investing in advanced production technology. Since XENON produces customised lines, all the components and subassemblies are one-offs. Nevertheless, customers expect a parts supply that runs just as smoothly as their lines. For XENON’s after-sales service, this means having the demanded parts replicated at short notice, either on its own site or externally. “Even if our outside suppliers are keen to help us with supplies of replacement parts, it is sometimes difficult to procure the parts required by the customer within the desired time,” says Pätzold speaking from experience, “and this is where we expect the new wire-cut EDM system from Mitsubishi Electric to really ease the pressure, as we have direct access to it and can set our machining priorities ourselves.” The decision to move parts machining and purchasing into a new building and to expand in-house parts machining with extra machines and manpower was taken in 2012.
XENON is one of theleading sources of complex, turnkey lines for the assembly and testing of mechatronics systems.
At XENON, each investment decision is preceded by intensive consultations internally and externally. In the extension of its own production capability, the Dresden company sought expert advice from commercial agents Richter und Hennig who can look back on many years of experience of both wire EDM and high-speed cutting. What they wanted was to identify the technologies that will be necessary for XENON in the coming years so that they can give themselves a bigger safety margin and stay on a par with their suppliers technologically. XENON opted for wire-cut EDM technology. All the same, to choose the “right” machine for the company from the huge number of wire EDM systems available, the XENON team was not satisfied with a glance at manufacturers’ glossy brochures or visits to trade fairs.
At the cutting edge of production technology.
In addition to the machines’ performance data, the decision-makers were interested in the following points:
• Good references
• Good machine quality
• Quick and smooth-running technical service
• A reliable and transparent calculation of downstream costs
• A rough estimate of the cost of servicing and replacement parts

Largely due to its encouraging experience with suppliers, XENON hasn’t significantly extended its parts production since its foundingin 2004.
Largely due to its encouraging experience with suppliers, XENON hasn’t significantly extended its parts production since its foundingin 2004.“Of course, we trust what the machine manufacturers tell us,” Production Manager Pätzold assures us. “But we still like to check this information against the practical experience of reference companies. In meetings with the representatives of machine manufacturers, you soon notice whether they’re interested in meeting the customer’s needs or only in achieving sales targets and how frankly they discuss the various issues.” Nor does XENON underestimate such soft factors as cooperation with the manufacturer in unscheduled situations.
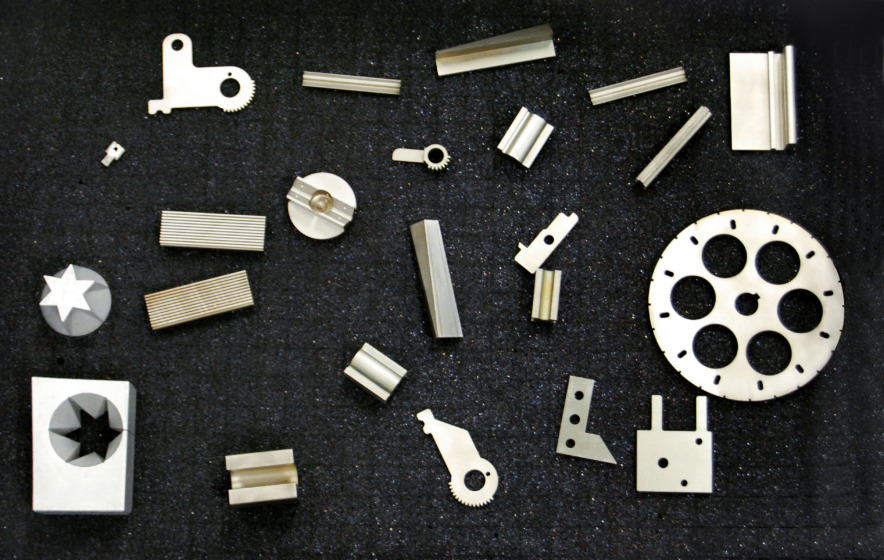
XENON cuts workpieces into many different shapes with high precision.
Direct comparisons of several rival machines on the principle of consumer tests would be desirable but are usually out of the question for reasons of cost. One of the reference companies visited by XENON, AWEBA Werkzeugbau GmbH in Aue that runs over 20 EDM systems of different makes, offered to help XENON make its choice. It so happened that, for its own production activities, AWEBA Production Manager Thomas Schlemmbach had closely inspected the EDM systems of interest to XENON back in 2011 and compared the findings from competition machines with those from a Mitsubishi Electric NA2400. The emphasis here was on cutting time as well as on the dimensional accuracy and surface finish of the machined workpieces. It was an advantage that Schlemmbach was able to conduct these series of tests with a totally open mind, as machines from Mitsubishi Electric were new to AWEBA at the time. The gratifying outcome for XENON was that Mitsubishi Electric not only came out on top in terms of quality, but also featured an impressive price-performance ratio. “We bought a complete package from Mitsubishi Electric,” Pätzold explains, “consisting of the wire EDM system, a start hole drilling machine and CAM system. Everything was mutually compatible and cost less as part of a package. In December 2013, we started work with the NA1200 and, a year later, I can honestly say that we made the right choice.” In the new parts production building, XENON has already allocated space for another EDM system in the air-conditioned zone next to the NA1200 from Mitsubishi Electric.
It’s our goal to build highly dependable automation lines that enable our customers to optimise their production activities and operate highly efficiently and cost-effectively.

René Pätzold, Production Manager XENON Automatisierungstechnik GmbH
Name and place of company:
XENON Automatisierungstechnik
GmbH
Germany
Founding year:
1990
Managing Directors:
Tobias Reissmann
Dr. Hartmut Freitag
Number of employees:
180
Core business:
Development, design and construction of
machines and lines for the automation of
production processes
XENON Automatisierungstechnik
GmbH
Heidelberger Strasse 1
01189 Dresden, Germany
Tel +49 351 40 209-100
Fax +49 351 40 209-109
mail@xenon-automation.com
www.xenon-dresden.de
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com