
Kreyenberg GmbH located in the north of the Hamburg metropolitan region manufactures workpieces to the highest quality and precision standards. Its main clients in the medical technology sector have extremely high expectations in this respect. In order to meet these requirements in the longer term, the company decided in 2017 to add two new EDM systems to the machine park: an MV2400R and an EA28V Advance.
“Tradition meets modernity” – Mitsubishi Electric EDM systems boost precision and performance.
Kreyenberg GmbH based in Norderstedt is a modern and at the same time traditional family business in its 4th generation. With its credo “From the idea to the finished product”, its managers Clemens Kreyenberg, his son Jöran, and Jörg Radzuweit are responsible for the fortunes of the company. The manufacturer offers a complete range of services, with a commitment to short-term and flexible delivery deadlines. Its clients come from the medical technology, machine manufacture, aerospace and lighting industries, among others. Over the years, however, the market segment of medical device technology (clamps, cutting blocks for precise scalpel guidance or implants for fixation) has come increasingly to the fore. In general, the company sees itself as a subcontractor for CNC production, component fabrication, assembly, plastics injection moulding, MIM production, toolmaking, sheet metal processing and straight turning. Clemens Kreyenberg joined the company in 1988. In the following years, electrical discharge machining was introduced in the company. This is because the conventional machining of very complex and intricate parts with complicated contours, penetrations, the tiniest radii and special surface finishes proved to be very difficult at times. Using eroded moulds made of high-strength, high-alloy tool steel offers considerable economic advantages: low material loss, consistent product quality in the long term and rapid production cycles. The machine park was first supplemented with a die-sinking EDM system, and wire EDM was also successfully established a little later for the performance of exacting jobs.
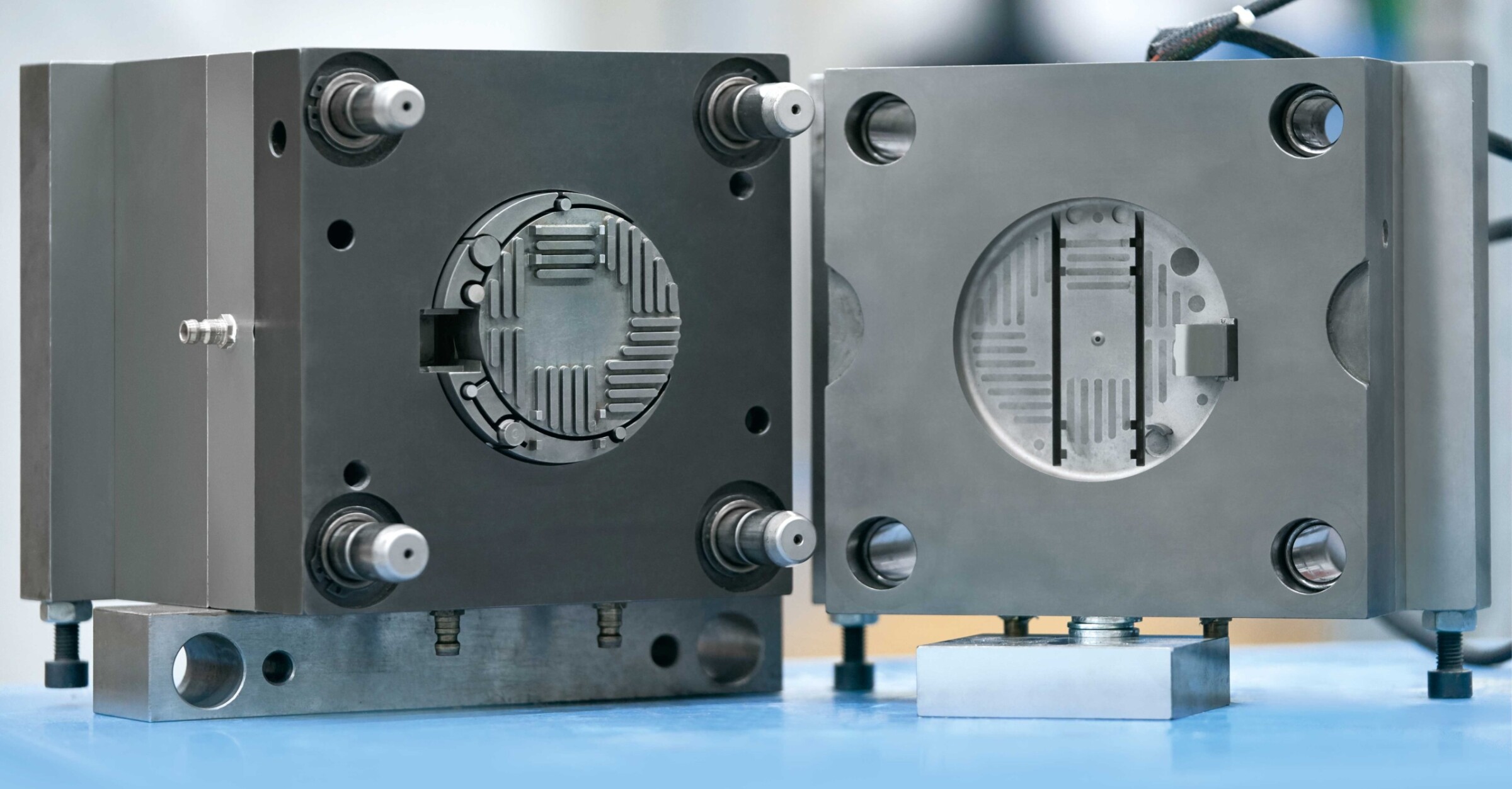
Plastic injection mould with eroded cavities
“In general, the demanded levels of functionality, precision and quality are steadily rising. In addition, customers want to raise their productivity and are therefore constantly striving to significantly increase the output of their products in shorter production times by, among other things, increasing the number of cavities of the moulds they use. Surface finish, parallelism, contour fidelity and taper are important in this connection and call for suitable machine performance, sufficient ease of operation and great reliability. Against this background, Kreyenberg set itself the goal of offering the customer ‘everything from a single source’ and of remaining attractive in this sector with technical advice, feasibility testing, and prototype and sample production.

From the idea to the finished product.
“In order to optimally meet the requirements of our customers, we have designed complete process chains in toolmaking, starting with design and CAD/CAM through to NC-aided production and quality assurance. Initialisation is located within the toolmaking department, and this is where experienced engineers, NC programmers, and skilled workers such as machining technicians, EDM specialists and mould makers share the more complex tasks and also make use of appropriate CNC machining centres and EDM systems,” says Clemens Kreyenberg. In the last quarter of 2016, taking stock of the situation, the management decided to invest in a wire EDM and a die-sinking EDM machine of the latest technology. In the field of wire erosion, the aim was to facilitate the machining of larger workpieces and the multiple clamping of smaller parts. In the die-sinking EDM sector, there was a desire for a larger workspace for the manufacture of injection moulds. In addition, the goal was to improve the surface quality of the workpieces and significantly reduce electrode wear.

The quality of the die-sinking and wire-cut EDM processes is decisive for the final result
After extensive market research, the decision went again in favour of Mitsubishi Electric – but not without a thorough test of the performance of the machines in question in Ratingen. “The fact that we have been using Mitsubishi Electric eroding systems for quite some time now is attributable to our highly positive experience in terms of precision, performance and reliability coupled with simple operation and low maintenance,” adds Jöran Kreyenberg.
The MV2400R wire cutter and the EA28V Advance die sinker were installed in the spring of 2017. After just two days, the machines were fully integrated in the operational workflow. Machining speeds are up to 30 per cent higher than on the predecessor machines. The basic course to learn how to effectively operate these systems took just under a week at the Mitsubishi Electric training centre in Ratingen. In addition, professional handling is promoted by the further-improved intuitive user interface, the acquisition of practical experience, consultation with the hotline and, if necessary, the attendance of the requisite workshops.

The eroding machines are capable of operating amid conventional machine tools without any problems.
With its precision, innovative technologies, throughput and energy efficiency, the new MV2400R wire EDM system has replaced the two previous FA20-S Advance machines also from Mitsubishi Electric. One of the predecessor machines has been sold and the remaining one will be used for workpieces that have been standard jobs for years. It will also be on hand if its performance meets the precision requirements of the job in question.
Highly convenient and intuitive operation.
“We mainly use 0.25 mm brass wires. Downtime due to wire breakage is now a thing of the past,” reports Cathérine Knobloch, who has been in charge of EDM at Kreyenberg since mid-2016. “In addition to the various technical features of the MV2400R, automatic wire threading is very important to us. This has proven particularly advantageous for high and interrupted workpieces. If at the end of the day shift, it becomes apparent that suitable machining makes sense because of delays or so that we can provide our 48-hour service, unmanned shifts can be implemented overnight or over the weekend.”

Simple dialogue-guided programming
“We can cut 15° tapers as standard, but we also wanted to improve machine performance here. With Angle Master II we are now able to produce 45° tapers. We also appreciate the Corehold technology,” Jöran Kreyenberg explains. If several drop-out parts are produced, they can be secured with retaining bridges during machining. In this way, for example, many penetrations can be pre-roughed, and the drop-out parts can be removed in a single operation and then re-cut. With the MV2400R, such production steps can also be carried out as ‘long runners’ overnight or over the weekend without manual intervention. “The achievable advantages, and especially the reduction in machine running time, became obvious with an order lasting more than a month for the production of workpieces with almost 200 drop-outs,” Knobloch adds.
Meeting all expectations.
The intuitive operation of the new wire EDM machine is very convenient with various input masks, symbols and assistance. Workpiece setup is supported by 3D views on the machine’s touchscreen. Furthermore, the wire’s angle of inclination is automatically compensated for and adapted to the exact workpiece position by measuring the workpiece surface using a measuring probe.
Everything from a single source.
A first interim analysis showed a reduction in machining time, in operating resources such as erosion wire, deionising resin and filter cartridges, and in energy consumption. If, for example, unmanned machining does not take a whole night, the machine switches all standby systems to ‘sleep mode’ on completion. This process reduces the energy consumption already optimised due to the new generator technology.
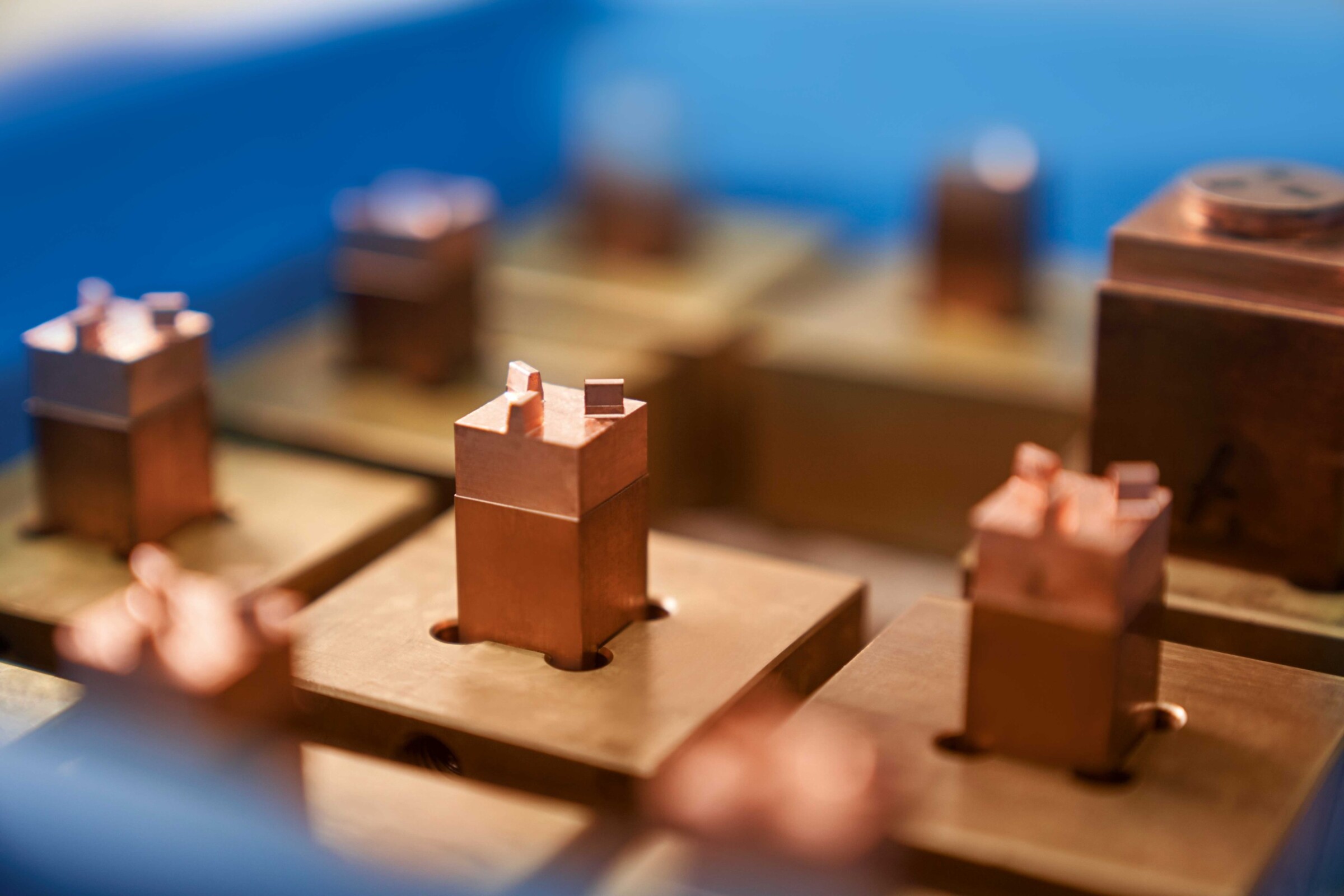
“After taking something of a backseat for a long time, die-sinking EDM is now a key process in our toolmaking activities. In principle we only use graphite electrodes. This is because they can be produced very precisely in relatively short cycle times and are extremely low-wear. These are manufactured on a 5-axis HSC milling machine specially tooled for the production of these graphite electrodes,” reports Clemens Kreyenberg. “The EA28V die sinker equipped with the latest technology provides us not only with a sufficient array of functions but also with considerable performance with the meeting of economic, ergonomic and environmental requirements. “For example, in the machining of a workpiece that Kreyenberg has been producing for years for one of its customers, they have significantly reduced machining time. They used to start machining on Friday afternoon and completed the job on Monday afternoon. Today, by comparison, the workpiece is ready on Sunday morning – admittedly, the older machine came from the generation at the turn of the millennium.

Jöran Kreyenberg, Managing Director of Kreyenberg GmbH
The fact that we have been using Mitsubishi Electric eroding systems for quite some time now is attributable to our highly positive experience in terms of precision, performance and reliability coupled with simple operation and low maintenance.
The purpose of the 20-fold electrode changer is to boost the productivity and flexibility of the machining sequences on the machine. A fine-finishing generator is also available.The high-precision C axis supplied as standard ensuresthat CNC-integrated simultaneous machining and highly precise electrode positioning are possible.

Proper set-up as a basic requirement for immaculate results
The Job Planner software developed by Mitsubishi Electric enables fast and flexible work planning both directly on the MV2400R and on the EA28V die-sinking system. This integrated and customisable job planning is capable of efficiently managing multiple machining programs or jobs – without requiring programming skills from operators. New jobs can be added during the machining process. By simply assigning priorities, it is possible to react to changing requirements in the machining sequence, e.g. due to an urgent order. If necessary, an ongoing machining process can be interrupted and the current status is automatically saved. This is immediately available for the resumption of machining on completion of an inserted job or intervention. If necessary, configurable machining parameters can be used to provide clear-cut information on the status and production times of machining operations, on the consumption of operating resources and on maintenance requirements.

Clemens Kreyenberg, Managing Director of Kreyenberg GmbH
The EA28V die sinker equipped with the latest technology provides us not only with a sufficient array of functions but also with considerable performance with the meeting of economic, ergonomic and environmental requirements.
Should malfunctions occur, messages to this effect are immediately shown on the display. An additional window provides the operator with a problem analysis as well as instructions on remedial measures. Even complicated machining steps can be controlled in 3D. With mcAnywhere Contact and Control as purchased optional extras, standardised short messages are automatically sent to freely definable mobile phone numbers in the event of malfunction. On the other hand, ‘Control’ enables remote access to the machine via iPad or laptop for the convenient monitoring of critical machining operations and contact with a Mitsubishi Electric technician for assistance.

Left to right: Cathérine Knobloch, Jöran Kreyenberg and Clemens Kreyenberg
“For the new wire-cutting and die-sinking machines, we have witnessed a remarkable improvement in precision, quality and performance in terms of high reliability and a noticeable reduction in the cost of materials and operation. In short, our expectations have been fully met,” says Clemens Kreyenberg summing up. “The response from our customers has endorsed our decision, and we can look forward to future challenges with great functional diversity and flexibility”.
Kreyenberg GmbH from Norderstedt can look back on more than sixty years of company history. Despite the difficult circumstances in the post-war period, the Riga-born German engineer Artur Klemens Kreyenberg succeeded in 1952 in founding a one-man business providing a service for Leica cameras and Leitz microscopes. The business subsequently evolved into a subcontracting company, which was taken over by his son Klaus at the beginning of the 70s. He concentrated the business on professional photography with the company’s own products, such as special projectors. With the advent of electronic image processing in the 80s, the company reorganised itself into a classic CNC subcontractor concentrating on toolmaking and plastics injection moulding. Today the production departments have at their disposal a machine park of 80 CNC machine tools including multi-axis machining centres as well as various conventional machine tools on 8,000 m². With its core competence in medical technology, machine manufacture and aerospace, the company has made a name for itself far beyond the northern German region. Its certification to DIN EN ISO 13485 attests to its high quality and creates confidence. The commitment and expertise of its 215 employees, including 30 trainees, contribute greatly to this.
Name and place of company:
Kreyenberg GmbH
Germany
Founding year:
1952
Managers:
Clemens Kreyenberg,
Jöran Kreyenberg,
Jörg Radzuweit
Employees:
215
Core business:
Plastics processing and precision toolmaking
Kreyenberg GmbH
Oststrasse 51
22844 Norderstedt, Germany
Tel +49 (0) 40 / 521 967 – 24
Fax +49 (0) 40 / 525 30 71
info@kreyenberg.eu
www.kreyenberg.eu
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com