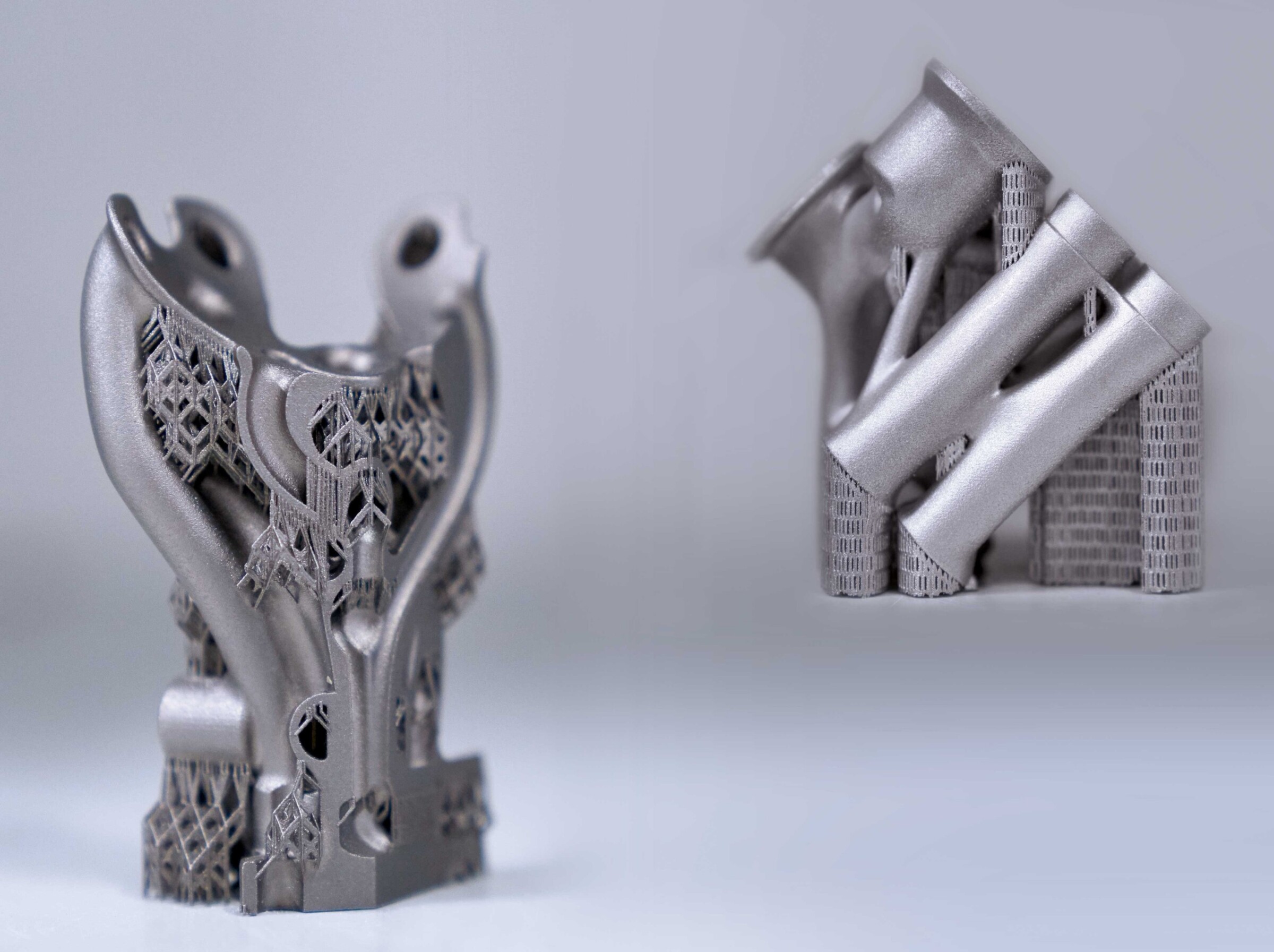
Additive manufacture is a fascinating process that differs fundamentally from conventional machining methods. Unlike the classical subtractive procedure in which material is milled or eroded out of a block or plate, additive manufacture involves the addition of material layer by layer, which is melted or bonded to create something new. In almost 30 years, Materialise has evolved into one of the leading companies in additive manufacture. In the 3D printing of metal components, the company resorts to EDM technology from Mitsubishi Electric to separate the components from the build plate.
3D metal printing – product optimisation thanks to additive manufacture.
Materialise can look back on a success story. Founded by Fried Vancraen in 1990, the high-tech company has developed into one of the world’s leading specialists in additive manufacture in the almost 30 years that have since elapsed. Over 1800 highly skilled employees today work for the company. With 24 offices, Materialise is present in 18 countries and, with an array of over 180 printers, has the largest 3D production capability in Europe.

With shared knowledge to precision results
“Materialise is constantly rolling back the boundaries of additive manufacture, and with its partners it is constantly developing new solutions on various levels. We are a highly innovative company, are the holders of over 240 patents in the technology sector and have another 200 pending which we expect to be granted in the immediate future,” explains Frank Küchelmann, Marketing Manager Software and Manufacturing at Materialise. The company’s success is based on the three business areas of Materialise Software, Materialise Manufacturing and Materialise Medical.
Workpieces from additive manufacture being further processed
When he established the company, Vancraen found that there was no serviceable software in the market for the reliable production of high-grade parts using 3D printing. So Materialise developed the matching software for 3D printers. Today, Materialise offers a broad spectrum of software tools enabling companies to productively exploit and efficiently control their 3D printing processes.
Additive manufacture and specifically 3D metal printing offers the design engineer many new opportunities – particularly in areas where conventional machining runs up against its limits. With this new technology, it is possible, for example, to integrate functions and produce extremely intricate structures that are both very light and strong. And it is possible to produce components without tools and moulds. The printer merely needs a suitably processed set of data. “All the same,” Küchelmann admits, “the design of such a product calls for highly specialised knowledge and also engineering experience if it is to make full use of the benefits of additive manufacture and be readily printable. So that the customer can exploit the added value of this manufacturing technique, intelligent design is essential for a cost-effective result.”

Performing a single cut
3D printing will not replace classical machining methods in the foreseeable future. But the technology is already being used in areas in which it achieves better results than other machining techniques. New fields of applications are constantly being developed – including replacement parts on demand, aviation components, and the individualised mass production of consumer goods.
“Not every design or construction can be printed straight off and converted into a finished product,” Küchelmann explains. “You have to have a complete understanding of the printing process and be aware of the factors that have to be considered at certain points if the desired result is to be achieved.” It is not only the dimensions of the printing space that have to be considered. Both the component geometry and its alignment in the printer have an effect on the printing result and dictate the scale of reworking. Ideally, the design takes account of the entire production process.
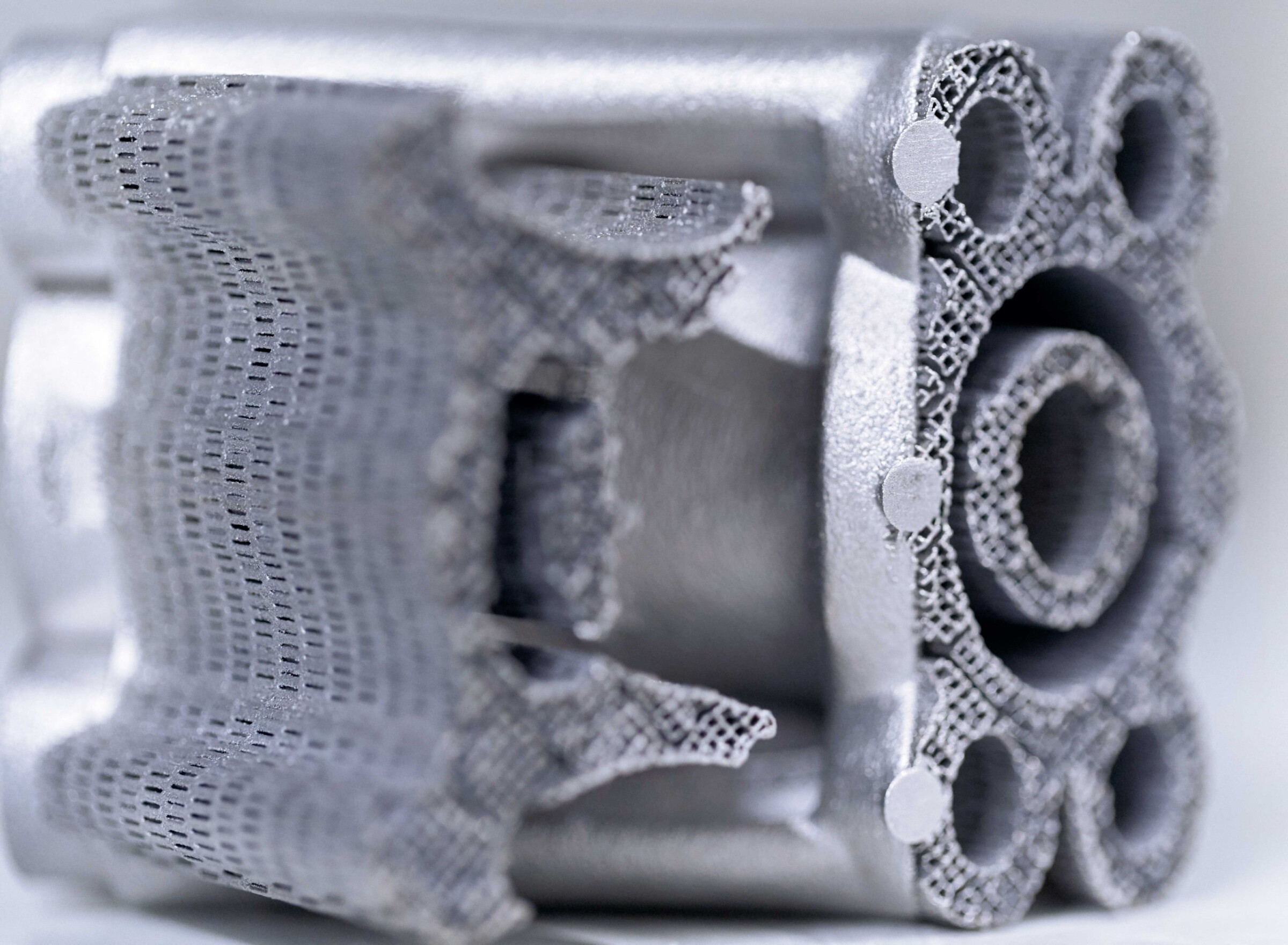
Intricate additively manufactured structures being cut on the MV2400S
Titanium, Inconel, stainless steel and aluminium
At its Bremen location, Materialise produces exclusively metal components. The preferred materials are titanium, Inconel, stainless steel and aluminium. This is where the most widely used metal printing method is employed, so-called powder bed fusion or selective laser melting. In selective laser melting, the processed powder material is applied in very thin layers to a build plate and locally melted with a laser. After solidification, the build plate is lowered, a new layer of powder is applied and the next shape is melted on. This cycle is repeated until all layers of the component have been applied. For film thickness between 30 and 100 micrometres, this is a protracted process. To prevent contamination of the material with oxygen, the printing process takes place in a shielding gas atmosphere of argon or nitrogen.
A fascinating process.
The finished components are freed of excess powder, subjected to heat treatment and reworked. By combining 3D printing with the company’s own CNC machining centre, design freedom is coupled with exceptional precision.
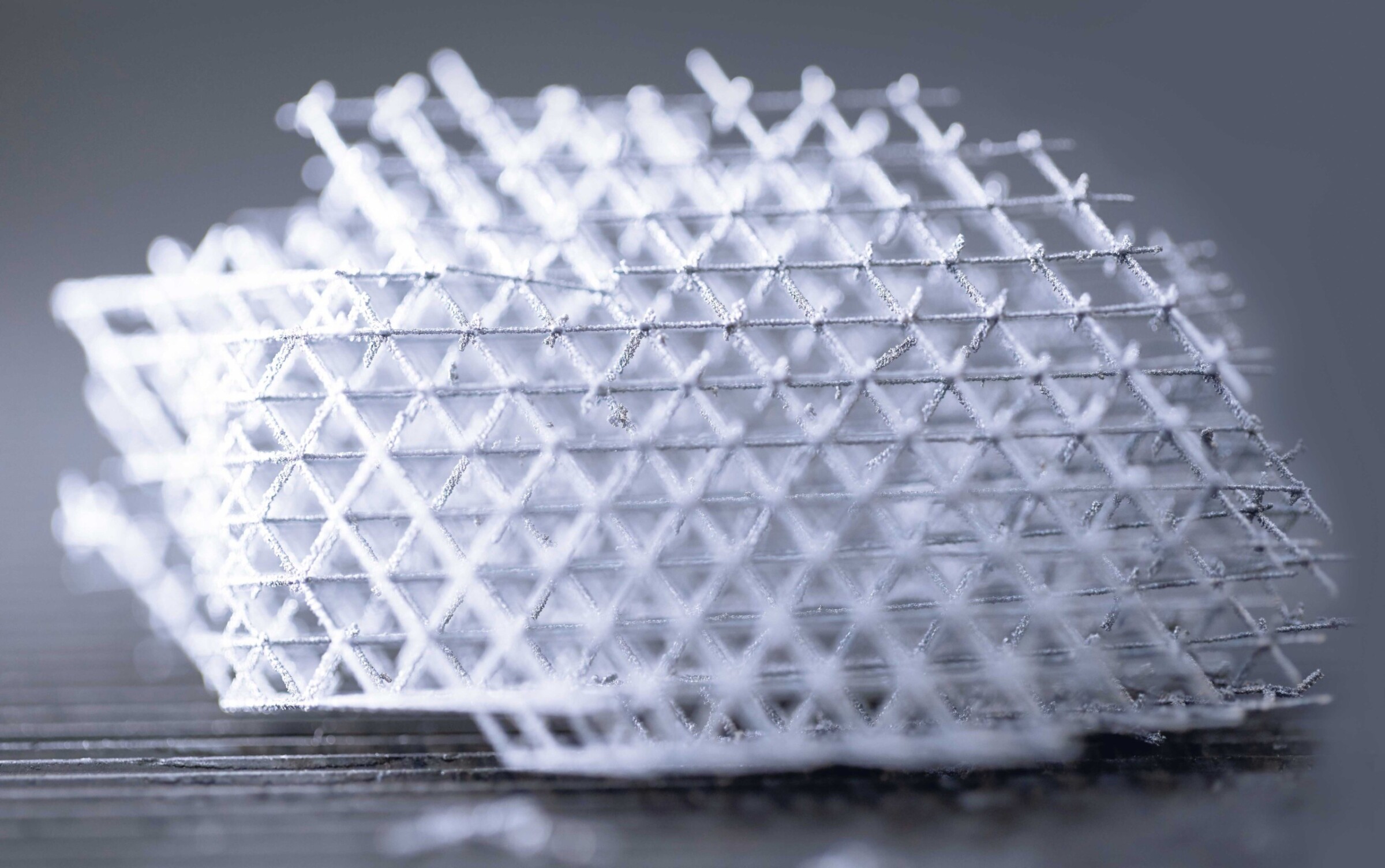
3D printing offers design engineers a previously unknown scale of design freedom. It can be used for producing topologies that cannot be achieved with conventional machining methods. It is also capable of generating cavities and structures in a body’s interior. With honeycomb structures, it is possible to build very lightweight components exhibiting the same external solidity and rigidity as conventional parts. Functions and ducts can also be integrated. Additive manufacture is distinguished by a seamless digital development and production process. The designer can generate his model digitally, share it with all his colleagues worldwide, develop it further and have it printed at any location worldwide. Changes, modifications and refinements are easy to implement. In addition, the lead time in production is minimal, as no special tools are required. The only tool in production is the printer.

Freedom of design.
“We always assure our customers of maximum confidentiality,” explains Dr Ingo Uckelmann, Technical Manager Metal 3D Printing, “which is why we only publish projects with the customer’s explicit consent. The following example illustrates the advantages of the way we work. Our customer was having problems with a suction cup on his production line and took the opportunity to give additive manufacture a try.”
The best machine and the best offer.
Starting point: The customer supplied the original suction cup design, while Materialise contributed the 3D printing. Each suction cup cost about EUR 900 plus the cost of assembly. The cup weighed 237 grams.
First modification: Materialise revised the customer design. In the first draft, the cost of manufacture was cut to EUR 290 plus the cost of assembly, and the cup’s weight was reduced to 87 grams.
Second modification: In the subsequent optimisation process, Materialise succeeded in reducing the cost of production to EUR 275. By integrating the parts requiring assembly, it was possible to eliminate assembly, and the cup’s weight was reduced further to 60 grams. “This example clearly illustrates our claim to give the customer comprehensive advice, to optimise the product and generate extra value,” Uckelmann explains.
After printing, a Mitsubishi Electric MV2400S comes into play. “To separate the finished, printed parts from the build plate, we use our Mitsubishi Electric machine in production,” Uckelmann explains. “We basically use it like a large band saw and don’t make full use of its potential. Before buying the Mitsubishi Electric machine, we closely examined and tested machines from other manufacturers. We attached huge importance to having one of our employees on site for each test in order to produce a complete record. We then opted for the best machine and the best offer – the Mitsubishi Electric MV2400S.”
Name and place of company:
Materialise
Founding year:
1990
CEO:
Fried Vancraen
Managing Directors Germany:
Johan Pauwels, Marcus Joppe
Employees:
1800+
Core business:
Technology from Materialise is used in the automotive industry, aviation and aerospace, consumer electronics, the orthopaedic, cardiac and cranio-maxillofacial implant industry as well as in architecture, fashion, jewellery, art etc.
Materialise
Materialise HQ
Technologielaan 15
3001 Leuven / Belgium
Tel +32 16 39 66 11
Fax +32 16 39 66 00
projekte@materialise.de
www.materialise.com
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com