
Entrepreneurs and top athletes need similar qualities: application, ambition, an obsession with detail, stamina and the will to succeed. This is doubly true of Matthias Flury, who is both the Managing Director of the high-precision grinding service provider Flury Tools and a successful competitive athlete in cross-country mountain biking.
Wire erosion as a complement to high-precision grinding.
“Our core competence is specialised services in the high-precision grinding sector – from one-off production to medium batch sizes,” says Matthias Flury, the second-generation Managing Director of Flury Tools AG in Arch. In typical Swiss fashion, a “hidden champion” of ultra-precision machining has emerged from humble beginnings in this little village idyllically located on the banks of the River Aare with a view of the cliffs of the Jura mountains. It all started in the proverbial garage, where father Anton Flury installed his first machine for so-called optical projection grinding in 1974.

The Absa Cape Epic in South Africa is a gruelling 8-day bike race for selected participants.
The Absa Cape Epic in South Africa is a gruelling 8-day bike race for selected participants. Eligible are riders who have achieved top placings in national competitions. Only some of the participants make it to the finish. After successfully participating three times, Matthias Flury was inducted into the legendary Amabubesi Finisher Club in 2019.
His customers were the numerous precision manufacturers in the watchmaking, precision mechanics and electronics industries located throughout the region, who needed precision-ground tools, jigs and gauges for their workshops. They were so taken by the quality supplied by Anton Flury that he was able to pay off his first machine in only half the scheduled time. Today, the company operates about 30 highly automated grinding centres, suitable measuring systems and various other items of equipment in the production shops built in 1984.

Flury Tools AG is located in Arch, a municipality with a population of around 1700 in an idyllic setting on the river Aare. The steep slopes of the Jura mountains are only a few kilometres away.
“In their production activities, our customers have to ensure accuracies down to the single-digit micrometre range,” Matthias Flury explains. The precision required of the components purchased from Flury Tools is thus appropriately high. Tolerance specifications within the range of a single micrometre are often demanded here. For this reason, the setting scales and measurement displays of many of the production systems and measuring devices used in the company extend into the tenth of a micrometre range.

Specialised services in the field of high-precision grinding.
Achieving such accuracies is in itself not easy, not least because many of the components produced are made of tungsten carbide or even harder materials, he continues. It was precisely such combinations of difficult-to-machine materials in tandem with exceptionally high precision requirements that often presented him with major challenges. As in sport, however, this spurred him on all the more to give his best.

Flury Tools specialises in high-precision components, cutting tools and test gauges manufactured precisely to customer specification.
“Since we have to work a great deal to bespoke designs, detailed consultation with the customer is an inseparable part of our overall service,” Flury stresses. Not everything drawn by a design engineer can be realised trouble-free. And even if it can be produced as specified, it often involves a lot of work and the associated expense. Customers often lack the necessary knowledge of the capabilities and limitations of the processes required for production, he explains. That’s why he always takes a close look at customer requests. If, on the basis of his experience, he identifies hidden obstacles or cost drivers, he suggests ways to optimise the process.

With foresight to business success
“In many cases, the customer is under considerable deadline pressure if a machine part is faulty or a measuring device is missing and production is at a standstill,” says Flury. That is why he has not only extended his range of grinding technologies over the years, but also invested in additional machine capacity. So that he can keep production running even if a unit fails, he has at least two of all important machines. For optical contour grinding, he also has three high-tech machines whose scales can be set in increments of ten-thousandths of a millimetre (0.1 µm). Other processes include 5-axis profile grinding, cylindrical and peel grinding, and surface grinding.

Matthias Flury, Managing Director of Flury Tools AG
Since we have to work a great deal to bespoke designs, detailed consultation with the customer is an inseparable part of our overall service.
Thanks to the diversity of the processes employed, he can also produce highly challenging geometries beyond the scope of many other suppliers. Special status within the company is enjoyed by high-performance grinding, which is used, among other things, for producing profiled blades for hair clippers and sheep shearing machines. The customers concerned are major players on the world market.

Completed in 1997, the bridge crossing the river Aare connects the cantons of Bern and Solothurn.
“On many of the parts we produce, certain contours can be ground either not at all or only with great difficulty,” Flury explains. In this case, a combination of grinding and wire EDM achieves better results. That is why he had been considering adding wire erosion to his range of technologies for some time, since it facilitates certain operations that are out of the question with grinding techniques. Equally tempting, he continues, was the possibility of using EDM to fabricate the company’s own tools, jigs and clamping devices. He was particularly keen on the possibility of profiling metal-bonded grinding wheels himself in order to be able to grind more complex geometries in a single pass.

The company’s introduction to wire EDM has been with the Mitsubishi Electric MP2400 Connect.
“The Mitsubishi Electric MP2400 Connect has been in successful operation since March 2021. We have received competent and prompt support from Mitsubishi Electric and IST Technologies.”
Matthias Flury, Managing Director of Flury Tools AG in Arch.
After contacts with several suppliers and short-listing the best of them, he attended a seminar at the Competence Centre for Machining at Furtwangen University of Applied Sciences in September 2020. Here he gained a detailed understanding of the scope for using wire-cut EDM machines in the profiling of grinding wheels. This was also when he came into contact with Mitsubishi Electric, a meeting followed by intensive consultations that he found to be very informative.

They also handle large grinding wheels.

Porosity is decisive.

Both simple and unusual profiles are possible.
“In December 2020, we ordered our MP2400 Connect wire-cut EDM machine,” Flury recalls. This machine, which runs with deionised water, was ordered straight off with special equipment for machining metal-bonded grinding wheels. This also includes a rotary axis from ITS Technologies integrated into the machine control system. This supplier had also provided valuable information on the possible applications and the various options for this axis. Delivery and assembly were carried out by Binkert.
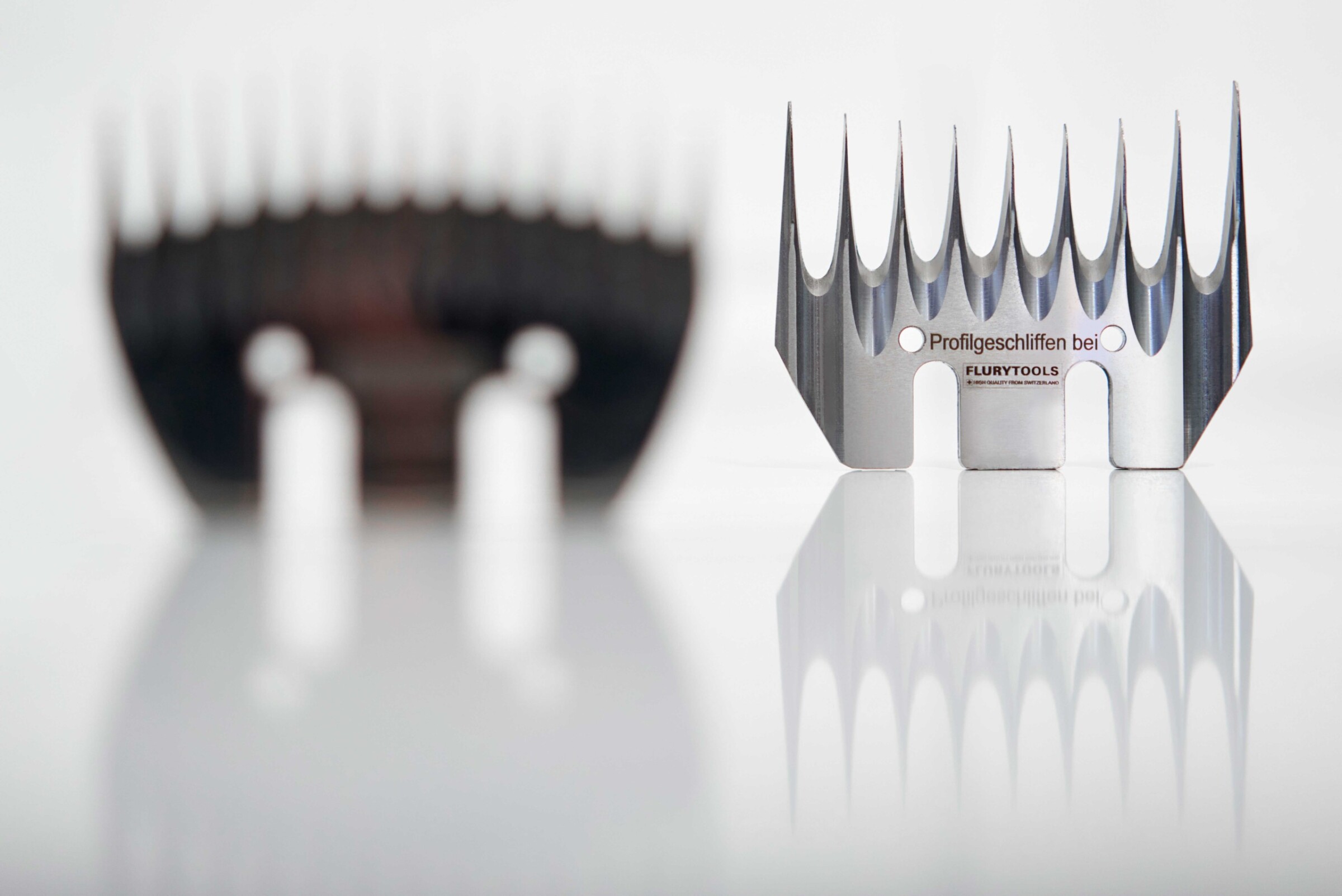
Such shear blades for sheep and other domesticated animals are produced in large numbers.

Shear blades to precise specifications

Geared to the application
A “hidden champion” of ultra-precision machining.
The two-day user training after commissioning in March was provided by ITS Technologies. For this, their boss came personally, a man who has huge knowledge in the field, answered all of Flury’s questions and gave numerous valuable tips. The machine has been in successful operation ever since, he says. Initially, it was mainly used for the finishing of grinding wheels and more recently increasingly for the production of jigs and fixtures.

Expert and prompt support.
The support provided by Mitsubishi Electric and ITS is both expert and prompt, Flury adds. Although the company is still learning the ropes, its capacity utilisation is already approaching 50 per cent. For the future, he sees significant growth potential thanks to the expansion of his range of services.
Name and place of company:
Flury Tools AG
Switzerland
Founding year:
1974
Managing Director:
Matthias Flury
Employees:
12
Core business:
Ground precision parts for customers in the watchmaking industry, precision mechanics, machine manufacture, automotive, metrology, electrical engineering and electronics, and medical technology
Flury Tools AG
Römerstrasse West 32
CH-3296 Arch
Switzerland
Tel +41-32-679-5500
info@flurytools.ch
www.flurytools.ch
Mitsubishi Electric agent
for Switzerland
Josef Binkert AG
Grabenstrasse 1
8304 Wallisellen
Switzerland
Tel +41 44 832 55 55
Fax +41 44 832 55 66
info@binkertag.ch
www.binkertag.ch
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com