What’s feasible and what isn’t? At the test laboratory of Berker, a manufacturer of high-grade electrical installation equipment, new ideas are constantly being tested.
Compared to the old system, the FA20-S Advance takes only ten seconds to thread the wire, which makes it 90 per cent faster.
But, if it’s all about quality metals, plastics and glass, what’s a cowhide doing here? Does this unusual material have anything to do with wire EDM? Andreas Krause, in charge of test lab CAD-CAM at Berker GmbH & Co. KG, Schalksmühle, Germany, smiles. “Indirectly it does. The die for the punch press we’ve cut the cowhide on was produced on our FA20-S Advance from Mitsubishi Electric.” The outcome lying on the table is a cover strip for plug sockets. The product, which also has an interesting feel, is an exhibit specially designed for the next Berker fair stand.
A cowhide cover obviously isn’t one of the more usual jobs handled by the test lab. But isn’t anything here standard? Krause shakes his head. “We’re used to constant change combined with highly diversified and always new requirements. Because we test product ideas for their cost-effectiveness. The materials we process with wire EDM are mainly stainless steels, brass, copper and aluminium as well as specially alloyed steels. The machine’s task is to cut these materials with extreme precision, process security and economy.”
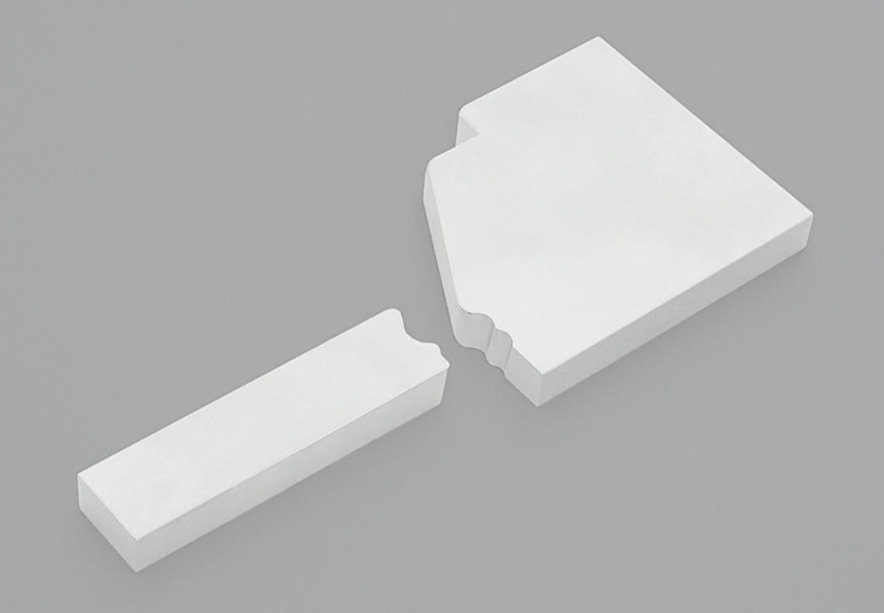
Precision to within three micrometres is called for when tool inserts consisting of a stamp and a die have to be eroded. Which is essential if the contacts and clamps that Berker punches and shapes with these tools have to fit snugly inside electric switches. In high-precision machining, we’re talking in some cases about parallelism and precision of within two micrometres. High surface quality is demanded as well. Frank Weitzel, responsible at the test lab for CNC wire erosion, shows us a tool insert. “Such four-axis geometries with precision contours are a special challenge for wire EDM. So that we can leave nothing to chance and document our results, we control the quality of our work with a Zeiss microscope.”
“Our products have won several design awards and can be found in some of the world’s most exciting buildings.”
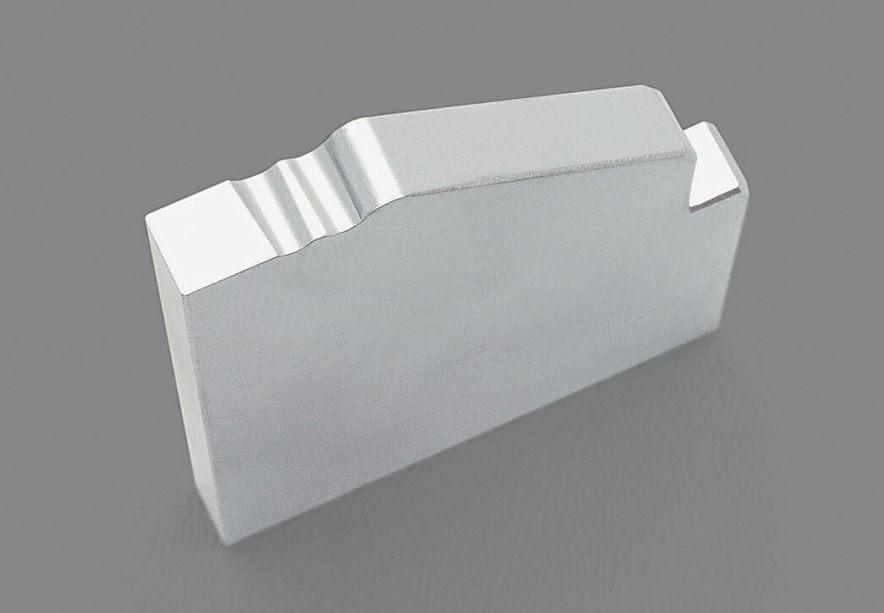
Such four-axis geometries with precision contours, as on this tool insert, are a special challenge for wire EDM.
here another example
In view of these exacting demands, Berker has made a versatile machine park available to its test lab, with the FA20-S Advance from Mitsubishi Electric being the only wire EDM machine. When Krause talks about the ‘right’ process for a certain task, he often has the luxury of several options. “Some parts can be milled as well as eroded. The advantage of milling is its faster cutting rate, while greater precision and process reliability are achieved with EDM. What’s more, the set-up and programming effort at a wire EDM machine is much lower and it can run unmanned for 23 to 24 hours at a time.”
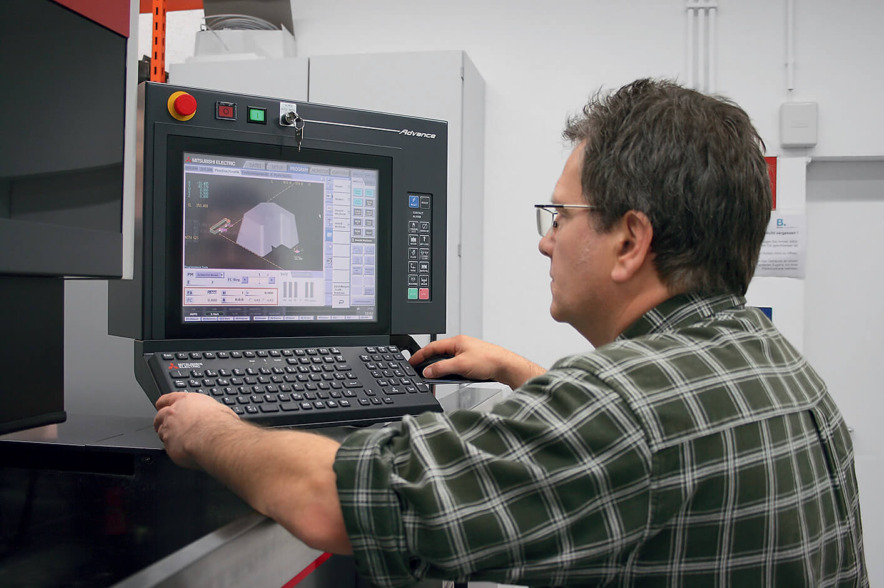
Frank Weitzel is satisfied with the low set-up and programming effort required by the FA20-S Advance.
The requirements come, for example, from Berker’s Plastics, Production or Rapid Prototyping departments, which then participate themselves in the projects and supplement the five fixed members of the test lab with their own staff. There are plans for the test lab to be available for the entire Hager Group, Berker’s parent company.
Alongside the Hager brand, the group pools the expertise of other acknowledged specialists. One of them is Berker, a pioneering manufacturer of high-grade, timelessly classical switches and intelligent building services. Krause pulls pictures of townscapes out of an envelope. “Our products have won several design awards and can be found in some of the world’s most exciting buildings. It doesn’t surprise me, because we
use select materials for all of our products – glass, for example, instead of Plexiglas, and solid metal instead of coated inexpensive materials.”
The premium manufacturer operates the test laboratory so that its products look noble, operate smoothly and can be produced efficiently – and because it wants to maintain control over its own expertise. The FA20-S Advance from Mitsubishi Electric has been part of the machine park since November 2011.
Its arrival coincided with the test lab’s relocation to more modern and brighter premises. Weitzel stands in front of the wire EDM system. “With the Mitsubishi advertising banner over the machine and the large carpet in front of it, the room has something of a place of worship.”
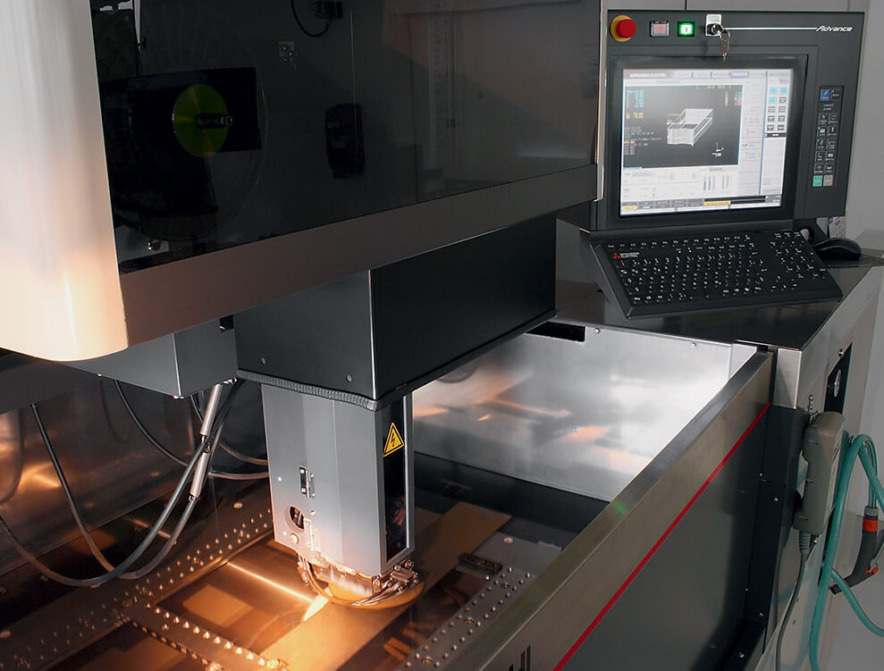
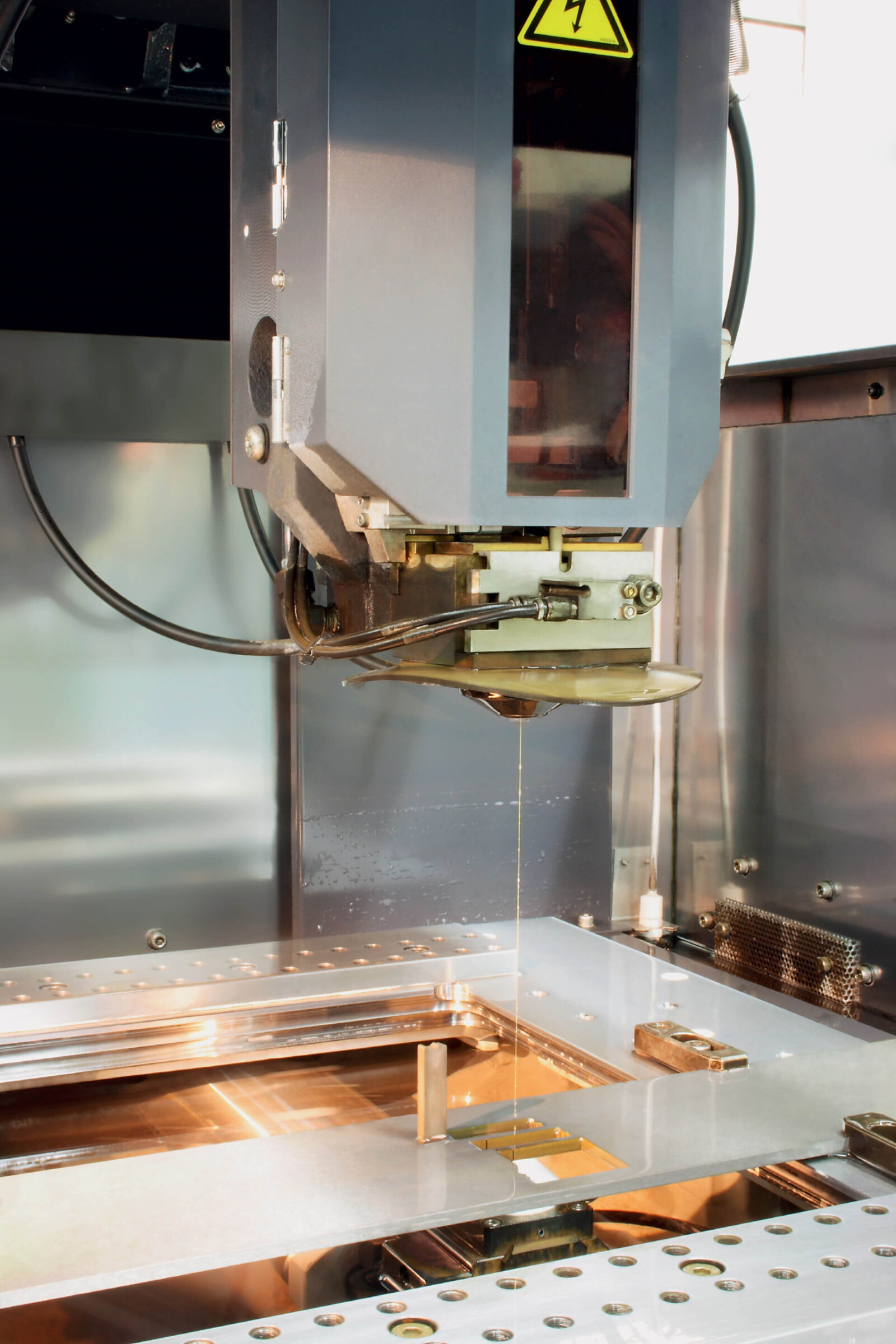
Right Using conventional 0.25 millimetre brass wire, the FA20-S Advance cuts practically anything from the simple to the highly intricate and at a cost-effective rate.
Berker purchased the FA20-S Advance, which is designed for maximum workpiece dimensions of 1050 x 800 x 295 millimetres, to replace a machine also made by Mitsubishi Electric and, at the age of 14 years, had reached the end of its useful life. The operator uses another system of the same make at another of its production locations. Weitzel points to the wire station of the FA20-S Advance. “Using conventional 0.25 millimetre brass wire, our new machine cuts practically anything from the simple to the highly intricate and at a cost-effective rate. By comparison, machines from other manufacturers achieve similar results only with coated wires that are about 30 per cent more expensive.” Another advantage of the FA20-S Advance
is that the new wire EDM machine has so far been running without a hitch. “The machine is in operation every day, and a breakdown would be a disaster,” Krause stresses. “This is why high availability was one of our principal demands, and Mitsubishi Electric’s global support was crucial for approval as a supplier to the Hager Group.”
The Hager Group in Blieskastel is a leading provider of solutions and services for electrical installations in residential and commercial properties and for industrial applications. The globally active family company has a roughly 11,200-strong workforce and generates annual sales of almost EUR 1.5 billion. The group’s products and services extend from building installation and consumer units, cable ducts and house electronics to bus systems.
“Another advantage of the FA20-S Advance is that the new wire EDM machine has so far been running without a hitch.”
The user-friendly auto-threading system of the FA20-S Advance represents a quantum leap in wire EDM development. Weitzel shows us how it works. “Compared to the old system, the new one takes only ten seconds to thread the wire, which makes it 90 per cent faster. This saves us a lot of time – as does the flushing tank that can now be filled swiftly with dielectric fluid. In addition, the new threading system requires less maintenance and, like the FA20-S Advance as a whole, is dead easy to operate. Krause demonstrates the easy access to the control and maintenance elements. “We commissioned the machine after a one-day introduction. A course of instruction was only necessary for maintenance.”
By investing in the FA20-S Advance wire-cutting machine from Mitsubishi Electric, Berker has added to the efficiency of its test laboratory. Which means that, in terms of the machining of new electrical installation components, new bounds have been broken.

With the Mitsubishi advertising banner over the machine and the large carpet in front of it, the room has something of a place of worship.
Name and place of company:
Berker GmbH & Co. KG, Schalksmühle, Germany
Founding year:
1919
Head of the Berker test laboratory:
Andreas Krause
Number of employees:
Over 700
Core business:
High-grade electrical installation products
Berker GmbH & Co. KG
Klagebach 38
58579 Schalksmühle
Germany
Tel +49 . 2355 . 905 0
Fax +49 . 2355 . 905 111
info @ berker.de
www.berker.de
Manufacturing high-grade electrical installation products.
Andreas Krause: Washing cars and mowing lawns.
Frank Weitzel: Fixing brackets for balcony flower boxes.
Andreas Krause and Frank Weitzel: The interest in new technologies and the associated challenges.
Andreas Krause: We operate today with more advanced technologies that enable us to keep pace with rising demands in terms of speed and quality. The outcome is much shorter time for development.
Andreas Krause: We will then be fully integrated in the Hager Group and can keep our machine park constantly in line with technology transfer.
Andreas Krause: On a skiing holiday.
Frank Weitzel: Watching football.
Andreas Krause and Frank Weitzel: Open and honest communication and being able to act flexibly.
Andreas Krause and Frank Weitzel: We cut ferrous and nonferrous metals with a computer-controlled fretsaw.
Head of the Berker test laboratory (Andreas Krause)
Berker GmbH & Co. KG
Frank Weitzel (left) Andreas Krause (right)
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com