Lehmann in Göda produces drilling and milling tools with PCD cutting edges specifically for the finishing of light metals and plastics. The specialists machine the tiniest special geometries with high precision and outstanding surface quality on an MX600 wire cutting machine from Mitsubishi Electric.
Getting diamonds into shape. Wire EDM for PCD cutting edges.
With its over 100 employees today, Lehmann Präzisionswerkzeuge in Göda has established itself beyond the region as a versatile supplier of high-quality cutting tools. The company fabricates standard tools made of high-speed steel and solid carbide and with PCD cutting edges for a wide range of industries, including aircraft construction, medical technology, manufacturers of equipment in pharmaceutical and food production, and the automotive industry. In addition, it also produces wear parts made of ultra-hard materials for packaging and assembly machines. In the almost 30 years since its foundation, the company has specialised primarily in drilling and milling tools with special geometries, managing partner Roland Lehmann reports. These are machined on the basis of data and drawings, but are often also developed in cooperation with customers to improve the accuracy of the workpiece or raise productivity. The advantage of these special tools is that they combine several production steps in a single tool. They thus not only improve accuracy, for example, with several aligned and concentric bores and chamfers, but also boost productivity by eliminating the need for tool changes. The Göda-based toolmaker produces the special tools at short notice as single items, and in small and large series.

The recently built production hall is air-conditioned for maximum precision.
PCD tools in demand for lightweight engineering
Tools with cutting edges made of polycrystalline diamond (PCD) are ideal for the machining of magnesium, aluminium alloys and especially fibre-reinforced plastics. They are particularly wear-resistant and are conducive to high productivity. “Due to the trend towards electromobility, automotive suppliers and vehicle manufacturers are having to machine more and more components made of lightweight but high-strength materials such as aluminium and magnesium. We develop and produce the necessary PCD tools flexibly and at short notice, even with special geometries,” says Lehmann.

So that it will have sufficient skilled workers in the future, Lehmann trains its own apprentices.
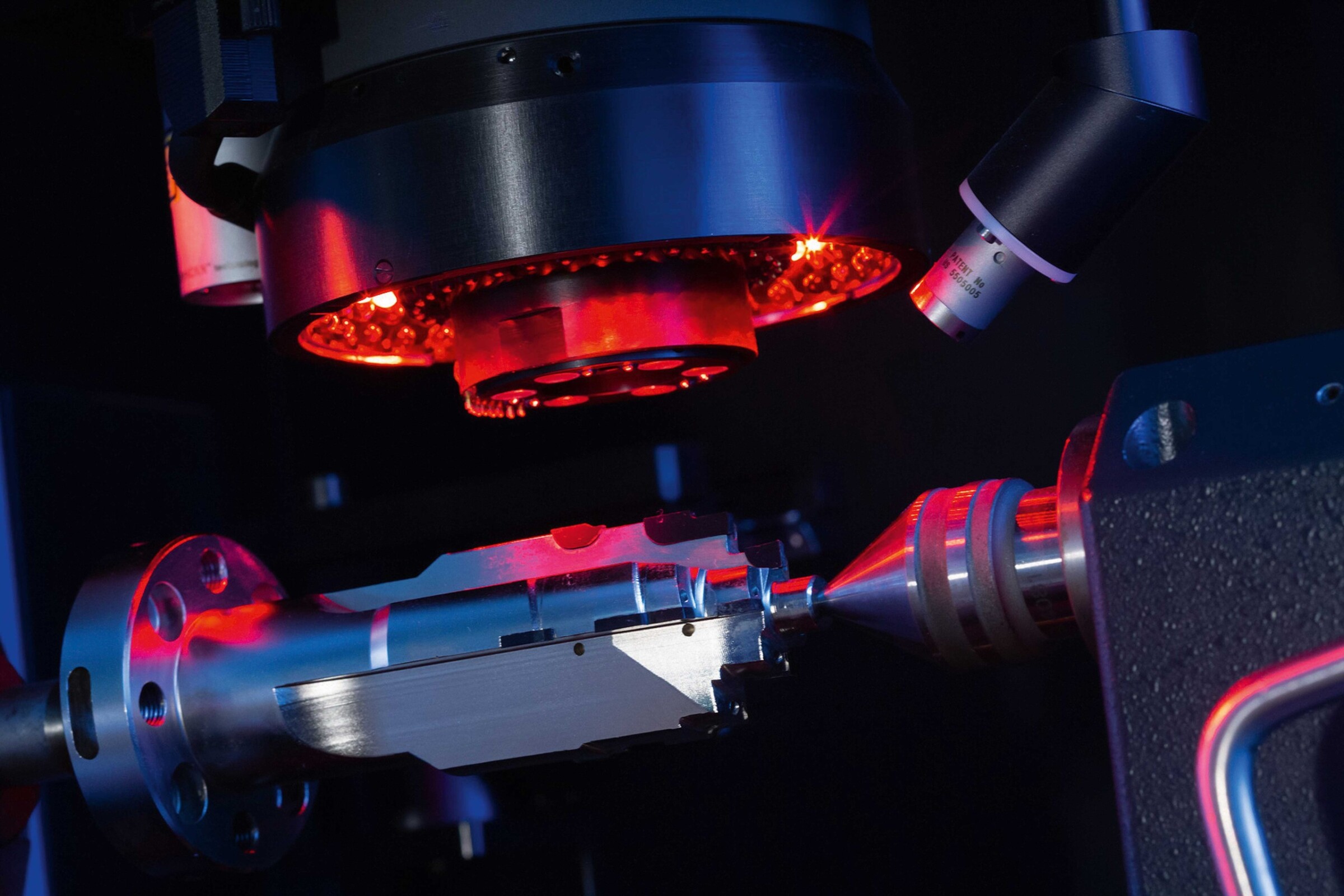
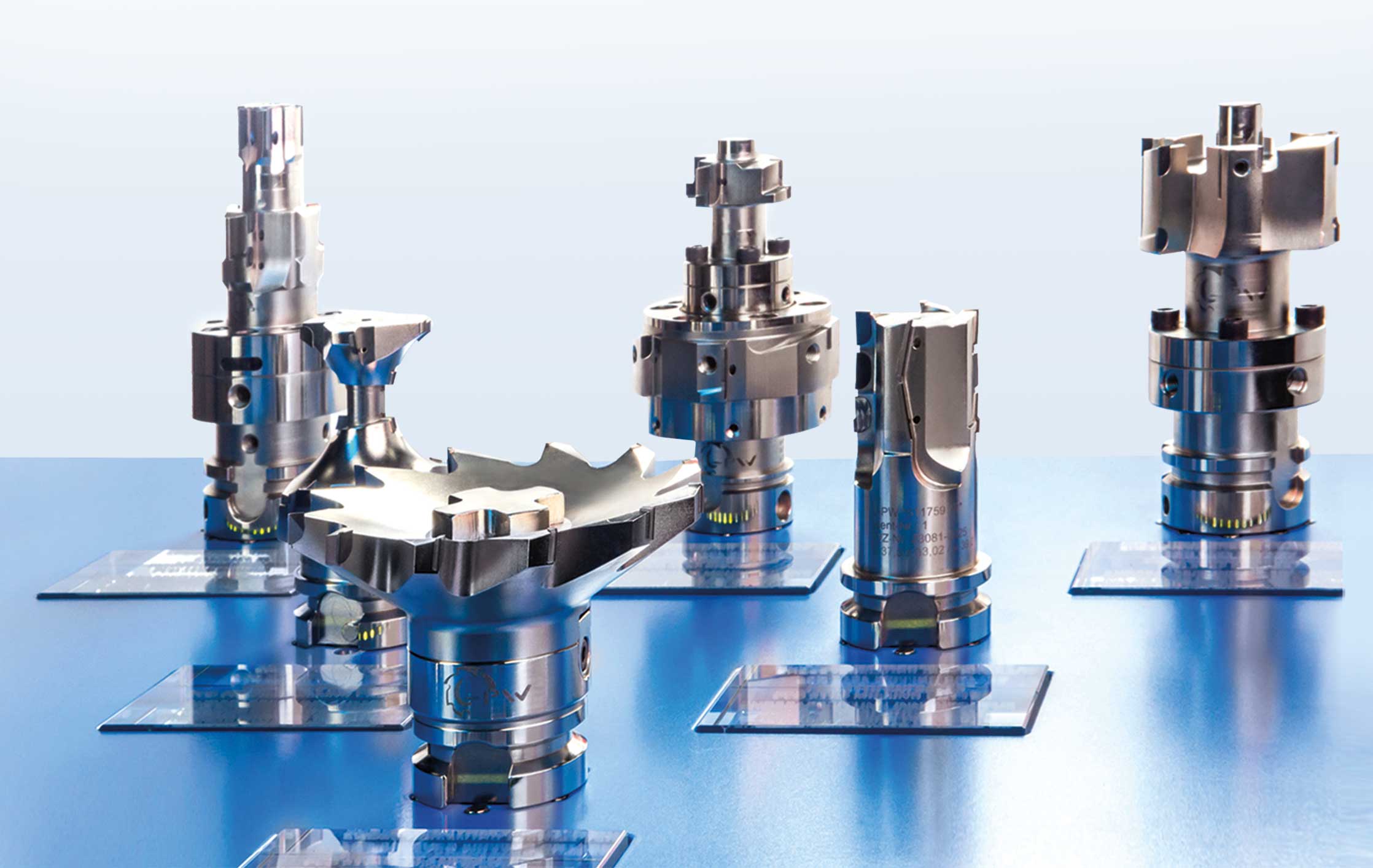
Drilling and milling tools with PCD cutting edges consist of a tool body of steel or solid carbide and PCD inserts brazed onto it. Conventional standard blanks are used as the bodies. These are first turned and milled or ground so that PCD inserts as the basis for the cutting edges can be brazed on. In order to achieve high-precision cutting edges to within a few µm, the PCD cutting edges are then finished. This can be effectively accomplished with wire erosion. Intricate cutting edge geometries can be produced with wire EDM, Lehmann explains. Even the angular areas of the PCD cutting edges are readily accessed by the wire. This is why he and his toolmaking specialists in Göda have been producing the cutting edges of special PCD tools on wire EDM machines for several years now.

Lehmann in Göda produces a broad portfolio of PCD tools.
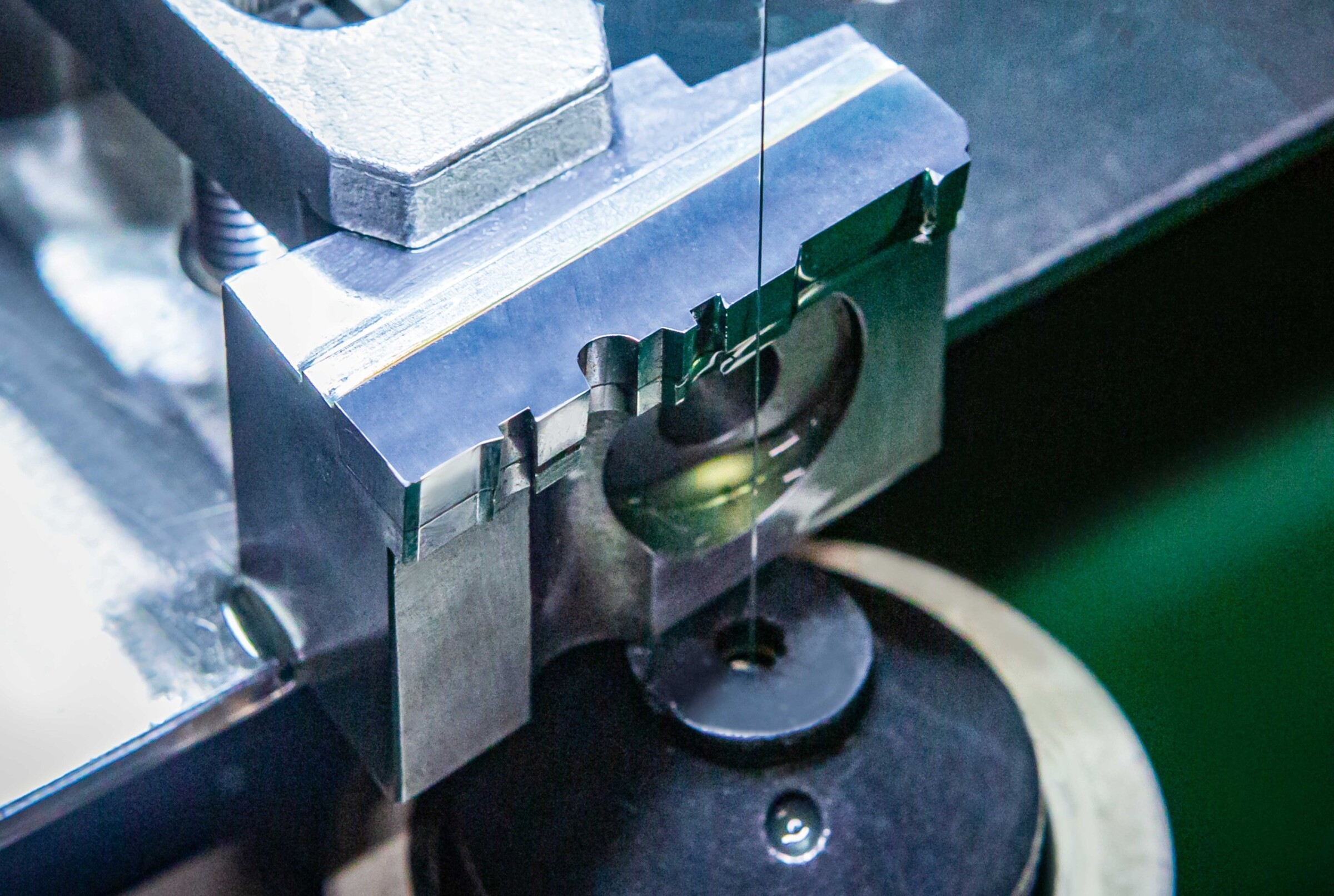
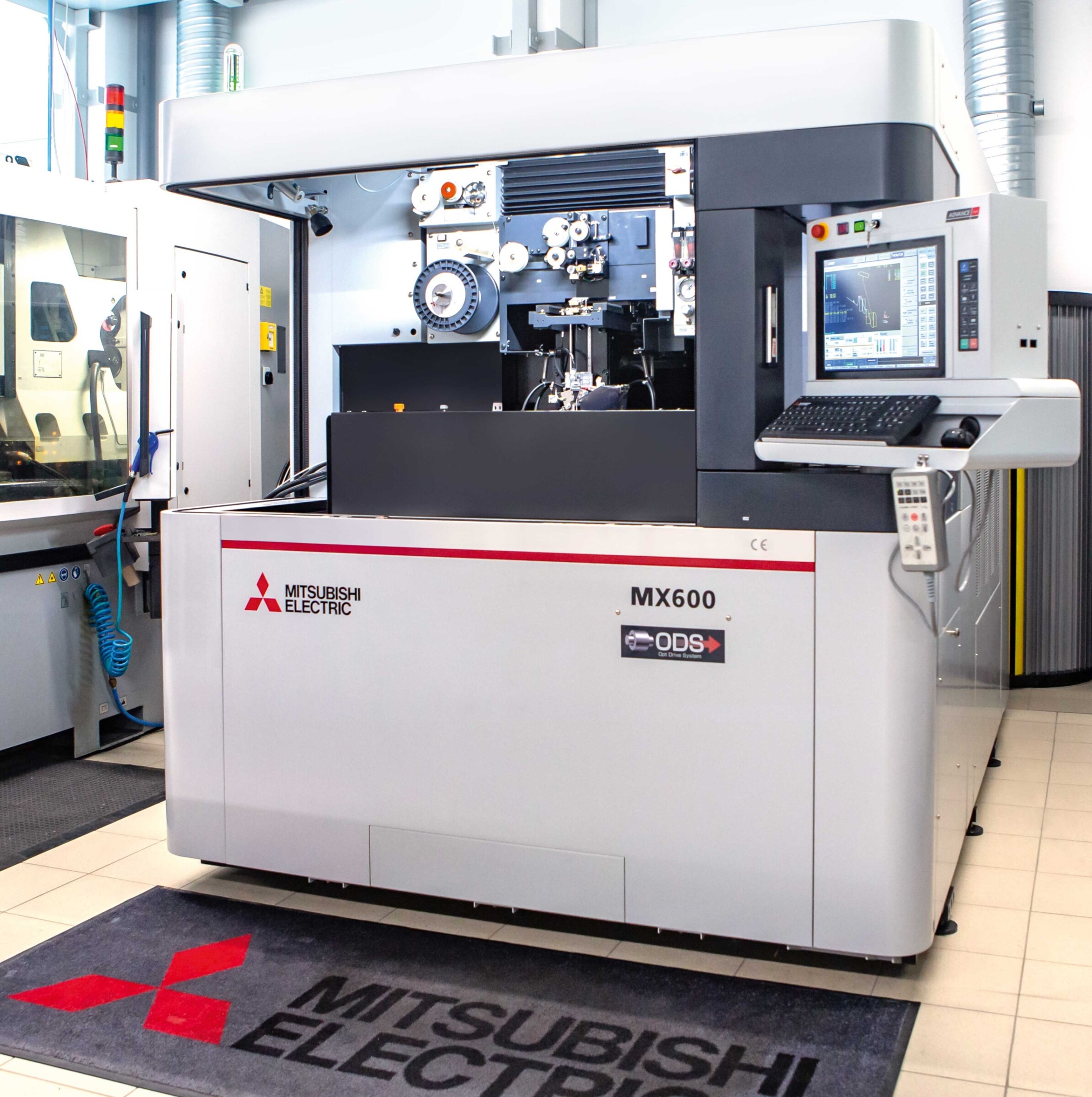
About a year ago, they invested in an MX600 wire eroding machine from Mitsubishi Electric. Lehmann elucidates: “We already had extensive experience with wire EDM machines from other manufacturers. We had also used oil as the dielectric before. What impressed us about the wire EDM machine from Mitsubishi Electric was that it runs with high precision and reliability. Above all, wire eroding in oil has proven to be particularly useful for the machining of cutting tools with PCD cutting edges and makes the reworking of the eroded geometries unnecessary. The wire EDM not only machines with high precision to 2 to 3 µm, but also generates surfaces of the highest quality in the oil dielectric. Polishing and lapping are therefore unnecessary, as are special measures to prevent the corrosion of bare tool parts. This goes a long way towards accelerating throughput and thus enables us to produce special tools with PCD cutting edges for our customers with high flexibility and within the shortest possible time.”
At Lehmann in Göda, the toolmakers design tools on an external 3D CAD system on the basis of customer data and specifications. They contribute their extensive experience and knowledge of efficient machining processes. The production of PCD cutting edges is programmed on a DECAM CAM system. This system is precisely geared to data exchange with Mitsubishi Electric wire EDM machines and to their parameters, Lehmann confirms. “We have also found parameter input at the machine and operation to be particularly straightforward. Our specialists took only a few hours after commissioning to learn how to machine the first tools productively on the MX600 wire EDM system,” Lehmann reports, adding: “In daily practice, the employees entrusted with EDM are capable of programming and machining all cutting tool geometries quickly and reliably.” The wire EDM machine from Mitsubishi Electric comes with an exceptionally wide range of functions. Even after a year in operation, Lehmann notes, his employees have not really identified or been able to use yet all the functions provided by the wire EDM machine. “It will therefore probably be possible to further optimise processes in the future,” Lehmann adds.
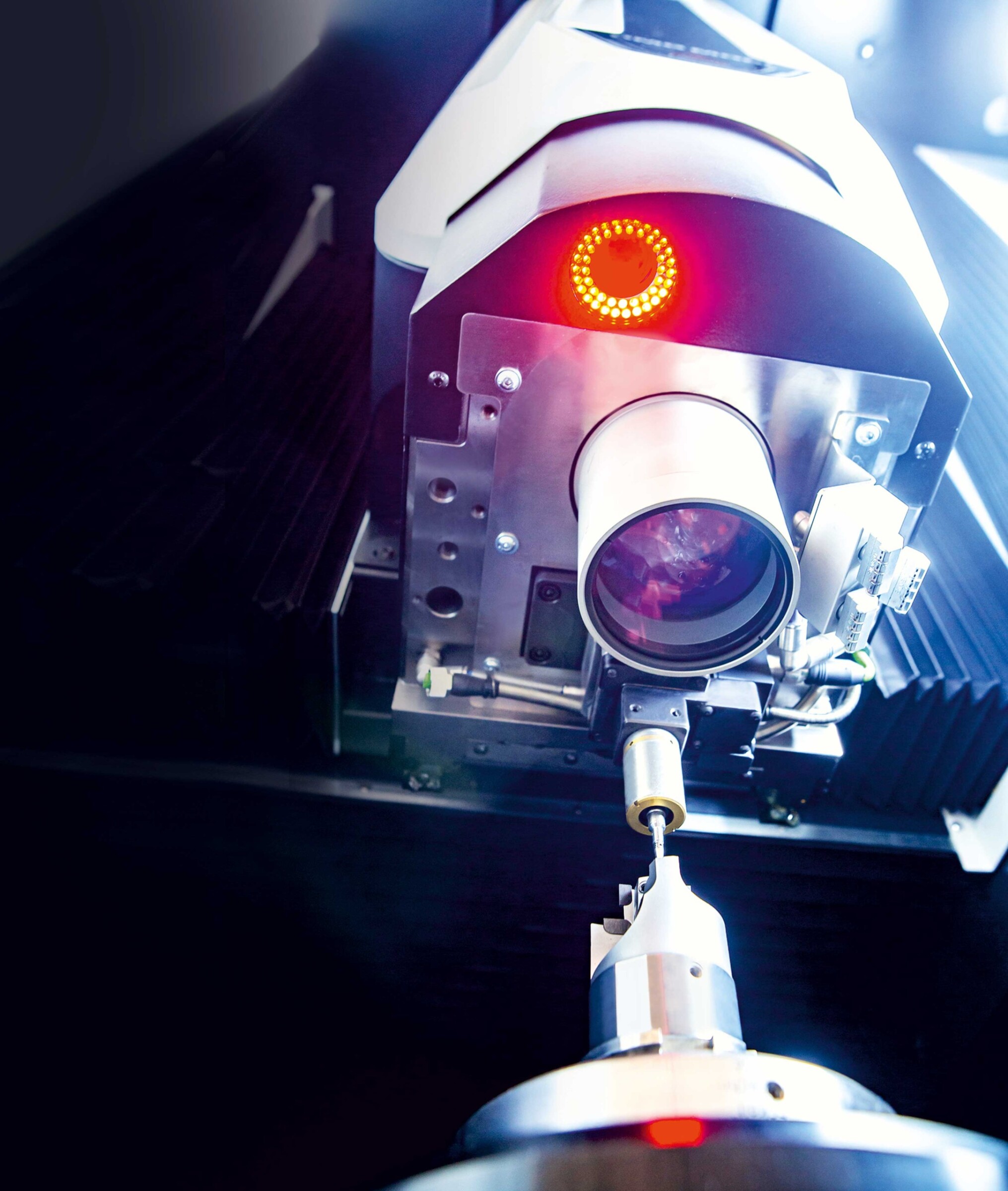
Top quality assured with advanced measuring equipment with tactile and optical measuring systems.
Top-quality surfaces from the oil bath
So as to produce as many geometries of a PCD cutting edge as possible in a single process, the MX600 at tool manufacturer Lehmann has a rotary axis as additional equipment. For maximum precision, the wire eroding machine is located – along with other machines – in an air-conditioned area of the workshop.
Above all, Lehmann appreciates the extensive support provided by highly skilled Mitsubishi Electric service staff during commissioning and daily use of the MX600. Sound information on the functions of the wire EDM machine can also be obtained over the phone at any time, he confirms. This ensures availability and his specialists can consistently use the machine productively. They also receive ongoing advice from Mitsubishi Electric’s competent service staff to familiarise them with the numerous functions of the MX600 so they can further optimise the machining of PCD cutting edges. The toolmakers usually use the wire EDM machine in two full shifts every day. In the third shift, depending on the machining time for cutting edge geometries, they allow the machine to run unmanned.
In the production of precision tools with PCD cutting edges, Lehmann Präzisionswerkzeuge benefits from the outstanding functions and features of the Mitsubishi Electric MX600 oil-bath wire EDM.
For Lehmann the machining speed of wire EDM is of only secondary importance. Much more critical for him are the speed of set-up, tooling and programming, enabling the company to react flexibly and at short notice to changing production orders. He is convinced that the success of his company is largely attributable to its high flexibility. “We regularly see ourselves as a vital service when helping customers to produce prototypes or pilot series, for example, within the shortest possible time and when they need the optimum cutting tool for this,” Lehmann explains. His company therefore also has a very high vertical integration. The in-house design department provides the necessary know-how to develop the best tool solutions in cooperation with customers. Starting with the blank, the developed tools can be turned, milled, ground, eroded and coated in house. Only for heat treatments, which are required for hardened wear parts, for example, are outside companies enlisted.
Highly precise special geometries.
What impressed us about the wire EDM machine from Mitsubishi Electric was that it runs with high precision and reliability. Above all, wire eroding in oil has proven to be particularly useful for the machining of cutting tools with PCD cutting edges and makes the reworking of the eroded geometries unnecessary.
Roland Lehmann, Managing director
Special tools with PCD cutting edges, machined on Mitsubishi Electric wire EDM systems
Precise and reliable.

Thanks to high-quality training and expert support from Mitsubishi Electric’s specialists, Lehmann’s skilled workers are able to use the MX600 wire EDM system flexibly and productively.
Know-how for the best tool solution.

Know-how for the best tool solution.
Name and place of company:
Lehmann GmbH Präzisionswerkzeuge
Germany
Founding year:
1991 as a one-man business
Management:
Roland Lehmann,
Jens Mammitzsch
Employees:
100
Core business:
Developing, making and regrinding cutting tools with standard and special geometries as well as wear parts made of hard materials flexibly and at short notice
Lehmann GmbH Präzisionswerkzeuge
Kleinförstchen 4
02633 Göda
Germany
Tel +49 35930 5820
Fax +49 35930 58222
info@l-pw de
www.lehmann-praezisionswerkzeuge.de
In 1991, as a one-man business, I literally started repairing and regrinding tools in my garage. I undoubtedly benefited from the fact that I reacted very flexibly to the wishes and needs of my customers right from the start. To this day – we are now a medium-sized company with 100 employees – flexibility is our top priority. We always aim to make the tool that suits our customers best as quickly and flexibly as possible.
It’s a big help that we work for a very broad range of industries, so we’ve only recorded a roughly 10 per cent drop in new orders and sales. In our 30-year company history we have deliberately not concentrated on a narrow circle of customers, but have always sought and found orders from many different manufacturing companies. This has also enabled us to acquire a very broad range of expertise in the machining of different materials and the production of different workpieces. Consequently, we have developed and realised a wide range of tools made of HSS, carbide and PCD with a multitude of standard and special geometries for the machining of steel, light metals, graphite and plastics. We are benefiting from this broad know-how base in the current situation.
With our expertise, skilled employees and high-performance machines, such as the MX600 wire eroding machine from Mitsubishi Electric, we believe ourselves to be ideally equipped for the coming years. We are confident that we will soon overcome the current difficult situation. Our confidence in the future is also reflected in our training of junior staff. Each year we take on four apprentices, for whom we run a specially equipped training workshop.
Managing director
Lehmann GmbH Präzisionswerkzeuge
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com