
Our visit to Fraisa’s Sárospatak site involved seeing how its grinding wheels, controlled by Mitusbishi Electric’s EDM-DRESS, are used to manufacture drilling and milling tools. We gain insight into the technology in our interview with Dávid Zsiros, head of the grinding wheel preparation department at Fraisa Hungária.

FRAISA is a Swiss family-owned company that produces advanced metal cutting tools for the global market. With seven subsidiaries worldwide, FRAISA is represented in all key markets around the globe. Each individual company has specific capabilities that make it individually successful. This also applies to FRAISA’s state-of-the-art plant in Sarospatak, Hungary, which produces high-performance tools.
EDM-DRESS grinding wheel technology has helped us to machine several of our product lines more economically […]. And its cost-effectiveness stems precisely from what I mentioned, that with this solution up to 2-3 grinding processes can be replaced by a single grinding pass.
Dávid Zsiros, head of the grinding wheel preparation department at FRAISA Hungaria

FRAISA Hungária Kft.
Founding year
1999
Managing Director
György Varknal
Core business
Serving customers in the Hungarian market, production of top-quality carbide tools for customers in the FRAISA Group
Vásárhelyi Pál utca 3
3950 Sárospatak
Hungary
Tel: +36 47 511 217
info@fraisa.hu
allas@fraisa.hu
The Fraisa Group is a global company based in Switzerland, but with subsidiaries in several countries. It is present in the United States, China, France, Italy, Germany and Hungary. Fraisa Hungária Ltd. manufactures milling and drilling tools.
We produce 95% solid carbide products and the remaining 5% are made from HSS tool steel. Approximately 1,000,000 tools are produced here at the Sárospatak plant every year. Our products are stored in a central warehouse and shipped directly to our customers. Catalogue tools account for 85% of our production capacity. Since we are part of the Fraisa Group’s special tool manufacturing centre, we also manufacture customised cutting tools tailored to the needs of our customers. These can be profile tools, drills, step drills, reamers, etc. and can be made of carbide or high-speed steel. I worked in this field as a production support engineer, dealing with special tools. Our products range from uncoated to PVD- and CVD-coated. We apply these coatings to the tools here on site as well.
Approximately 1,000,000 tools are produced here at the Sárospatak plant every year. Our products are stored in a central warehouse and shipped directly to our customers. Catalogue tools account for 85% of our production capacity. Since we are part of the Fraisa Group’s special tool manufacturing centre, we also manufacture customised cutting tools tailored to the needs of our customers. These can be profile tools, drills, step drills, reamers, etc. and can be made of carbide or high-speed steel. I worked in this field as a production support engineer, dealing with special tools. Our products range from uncoated to PVD- and CVD-coated. We apply these coatings to the tools here on site as well.
This is where the preparation of the grinding wheel takes place, which is the process required for the sharpening of cutting tools. Grinding wheels in this department are prepared in various ways. We have grinding wheel packages profiled with conventional grinding wheels and wheels dressed by wire-cutting. Here, we shape the profiles and assemble the disc packs used on tool grinding machines.
Essentially, we grind the disc to produce the required shape. However, this has physical limitations. More complex profiles, smaller radii or dimensions with a narrow tolerance field cannot be produced using this technology. We needed another technology and so wire EDM came into focus. As the grinding wheel turns with the aid of the rotary spindle, the wire forms the required profiles according to the contour we have specified, with a simple two-dimensional motion on the machine. Having consulted with our Swiss R&D centre, we selected Mitsubishi as our supplier. After the arrival of the Mitsubishi EDM-Dress 1200P and the learning of the wire EDM process, we started to integrate the technology into our production.
This is how we started to machine the more specialised shapes and contours that are impossible to produce with conventional dressing. To launch a separate product line, we first used grinding wheel sets with new profiles. From then on, we were able to actively participate in the development of many of our products, thanks to the meshing of research and development in Switzerland and production in Hungary.
The idea is that the grinding tool mould is able to enclose the machining edge, so to speak. In one step, the groove, the backing and the face are made. EDM-Dress allows two – for some tools even three – grinding wheels to be combined in a single grinding wheel with a more complex profile. This makes the grinding process much more efficient.
It is clean, as it is a submerged process in the so-called dielectric fluid. Thanks to the same tool for electric discharge each time, EDM-Dress produces a grinding wheel with significantly better surface structure and dimensional accuracy than conventional methods. It is not faster in terms of time; the production time of such a grinding wheel is on average 2-3 hours depending on the wire thickness, but this time is not relevant, as EDM-Dress, unlike conventional dressing, takes place unmanned. The longer dressing time pays for itself many times over within the grinding machines, where cycle times can be reduced by up to 60%. At the same time, the grinding wheels’ profile life is considerably longer, so the grinding wheels can remain in use for longer despite the higher removal rate.
If you look at the surface under a microscope, you can clearly see that the biggest “problem” with dry and oily control is the diamond particles that are found in the grinding wheel. These can be turned out of the bonding material or even the free gaps between individual diamond grains can be clogged by the detachment of the regulating or controlled crown, creating a surface with little protrusion of the diamond grains that are being cut – as we say, no bite. In contrast, with the wire solution, diamond grains are exposed because the bonding material between them is removed by the wire.
 The machine has a 2D CAM interface where a simple profile can be drawn. Then the material composition, wire and tolerances must be specified, and from these parameters the program is generated. After that, it is only necessary to optimise the positioning, stopping and threading points. The system has been designed to use the same program for different bond compositions, with modifications only necessary in special cases. It is also very easy to program. I work from DXF format, which comes from the head of the standard tooling department or any other department. The files are generated jointly with R&D. They use a special CAM program to create the geometry of the tool, using Numroto plus for standard tools and VirtualGrind PRO for micro tools. I optimise the DXF format I receive to make it compatible with Mitsubishi’s program. I specify the start points, onset and stop points, and from there the program generates the code for the movement. We also have a master program that we got from ITS. I import the movements into it, modify the technology if necessary for special discs, and the machining can start.
The machine has a 2D CAM interface where a simple profile can be drawn. Then the material composition, wire and tolerances must be specified, and from these parameters the program is generated. After that, it is only necessary to optimise the positioning, stopping and threading points. The system has been designed to use the same program for different bond compositions, with modifications only necessary in special cases. It is also very easy to program. I work from DXF format, which comes from the head of the standard tooling department or any other department. The files are generated jointly with R&D. They use a special CAM program to create the geometry of the tool, using Numroto plus for standard tools and VirtualGrind PRO for micro tools. I optimise the DXF format I receive to make it compatible with Mitsubishi’s program. I specify the start points, onset and stop points, and from there the program generates the code for the movement. We also have a master program that we got from ITS. I import the movements into it, modify the technology if necessary for special discs, and the machining can start.
The M+E Szgépgép Kereskedelmi Kft., as the official reseller of Mitsubishi EDM in Hungary, offered us this machine and the ITS B axis as well as additional technology, which together can provide a solution for the quality and efficient execution of the work process we expect. The machine arrived from Mitsubishi Electric’s warehouse in Germany, where M+E was involved in the commissioning and maintenance of the machine. We are satisfied, as we don’t have our own staff for this and they respond quickly when necessary.
 Mitsubishi Electric provided the basic machine with its reliable technology along with the rotary spindle from ITS-Technologies, which is fully integrated into the MP1200 and supported with technology handling. ITS-Technologies subsequently modified the connection terminal at the rotary spindle a little so that the connection leads could be perfectly laid. So, the basic technology itself is 90% perfect for certain types of binding. For the remaining roughly 10% we can optimise the technological parameters for the specific needs, i.e. speed, machining strategy, threading, stops etc. The procurement, as I mentioned, was done through M+E, who were actively involved during the installation, commissioning and training, alongside ITS and Mitsubishi staff.
Mitsubishi Electric provided the basic machine with its reliable technology along with the rotary spindle from ITS-Technologies, which is fully integrated into the MP1200 and supported with technology handling. ITS-Technologies subsequently modified the connection terminal at the rotary spindle a little so that the connection leads could be perfectly laid. So, the basic technology itself is 90% perfect for certain types of binding. For the remaining roughly 10% we can optimise the technological parameters for the specific needs, i.e. speed, machining strategy, threading, stops etc. The procurement, as I mentioned, was done through M+E, who were actively involved during the installation, commissioning and training, alongside ITS and Mitsubishi staff.
With a properly adjusted grinding wheel, the contour accuracy is 100%. Previously, we received a request from one of our departments to design the ball shape itself for a ball mill with a very tight tolerance. In the first machining pass we managed to do it almost perfectly to a dimension of 0.499 mm, so we only had to correct it by 1000th mm to achieve the dimension of exactly 0.5 mm.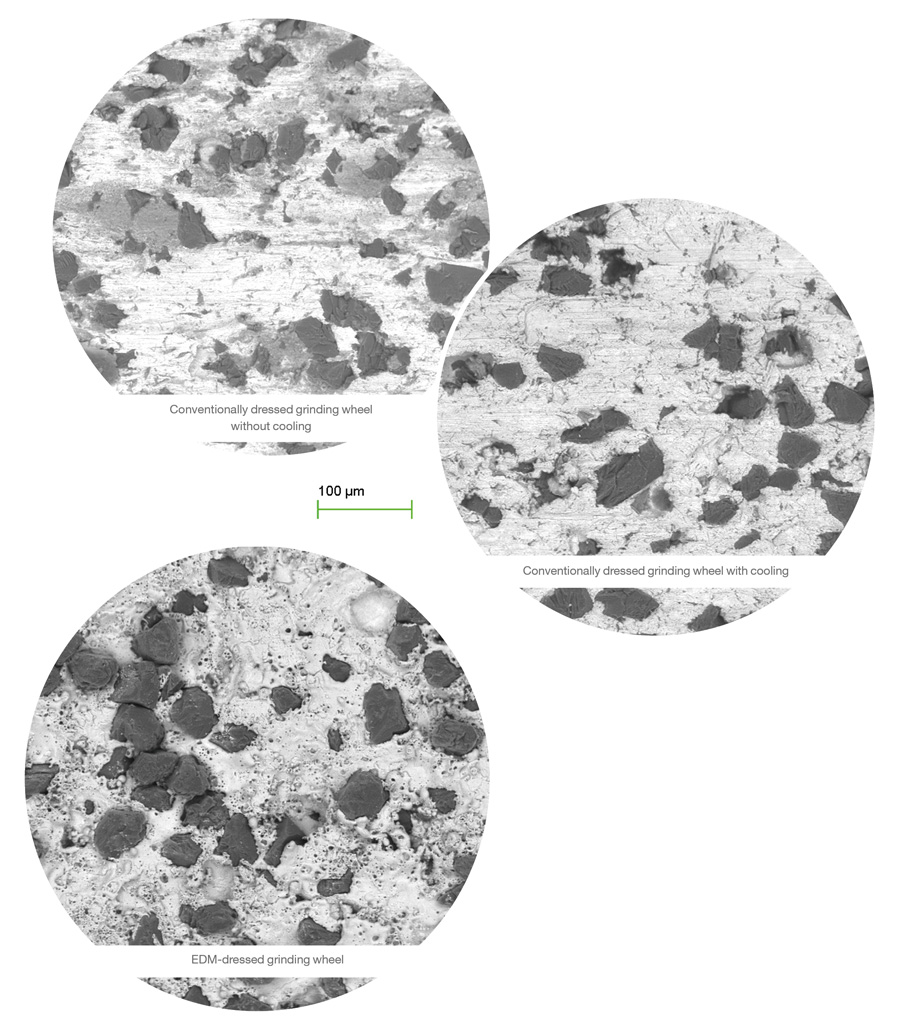
Because of the extremely high precision requirements, we pay very close attention to the ambient temperature, so all three of our production halls are air-conditioned and kept at a constant temperature. Changing temperatures can of course cause deviations. What I would also like to highlight is the integrated preparation of the dielectric (water) which, thanks to mechanical filtration and the recommended EKO ioniser, requires very little maintenance.
We have been using it continuously since 2019. EDM-DRESS grinding wheel technology has helped us to machine several of our product lines more economically, such as E-Cut, Favora and the E-Cut Alu line, which is currently under development. And its cost-effectiveness stems precisely from what I mentioned, that with this solution up to 2-3 grinding processes can be replaced by a single grinding pass.
Our parent plant has another version of EDM-Dress, a robotic cell solution called DiamondCell, which can be left for longer periods to work unmanned. But we don’t need that in Hungary because we work 24/7, so we always have staff to tool the machine. However, we would definitely like to have another machine like this in the next 2 years.

Dávid Zsiros, Head of the grinding wheel preparation department at Fraisa Hungária
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com