
Gebrüder Geisler GmbH uses the MP1200 Connect both for the machining of components for its own stamping tools and for the series production of electrically conductive parts for medical implants. Design, toolmaking and tool application are all performed in-house – this has enabled the Berlin-based company to successfully fill a niche.
In the heart of Berlin. MP1200 Connect delivers dependability and precision for series production.
We’re in the centre of Berlin: a photographer and a journalist stand somewhat uncertainly outside a six-storey building dating from the 1960s. It looks like an office block. There’s graffiti on the wall – part of the charm of Kreuzberg. But can this be the home of a modern high-tech production site? A rather unobtrusive sign on the entrance door does indeed refer to Gebrüder Geisler GmbH. “The present building was designed in the 1960s specifically for our production activities,” Dr Henning von der Osten, Managing Partner of Gebrüder Geisler GmbH, explains later.

Niche successfully occupied.
The company supplies industrial companies worldwide with stamped plastic and wire-eroded parts along with assemblies of such parts. The building is designed accordingly: a six-metre-thick gravel bed as a foundation isolates the building from its surroundings, and the heavy-duty floors allow 20- to 60-tonne stamping presses to operate on the upper storeys as well. The presses themselves are mounted on vibration-isolated beds, and the wooden floor laid on all floors suppresses vibration still further. “This means we can go about our high-precision machining, such as fine grinding and wire cutting, without any problems while the presses are operating in the building at the same time,” says von der Osten. The firm not only specialises in the production of components with very high precision requirements but also is willing to handle small batches: “We accept orders not only for millions of stamped parts, but also for perhaps only 100,000 per year – which is not a big number for a stamping shop.” These include components that are integrated into electrical assemblies, such as automotive sensors and relays.

Focus on the human element
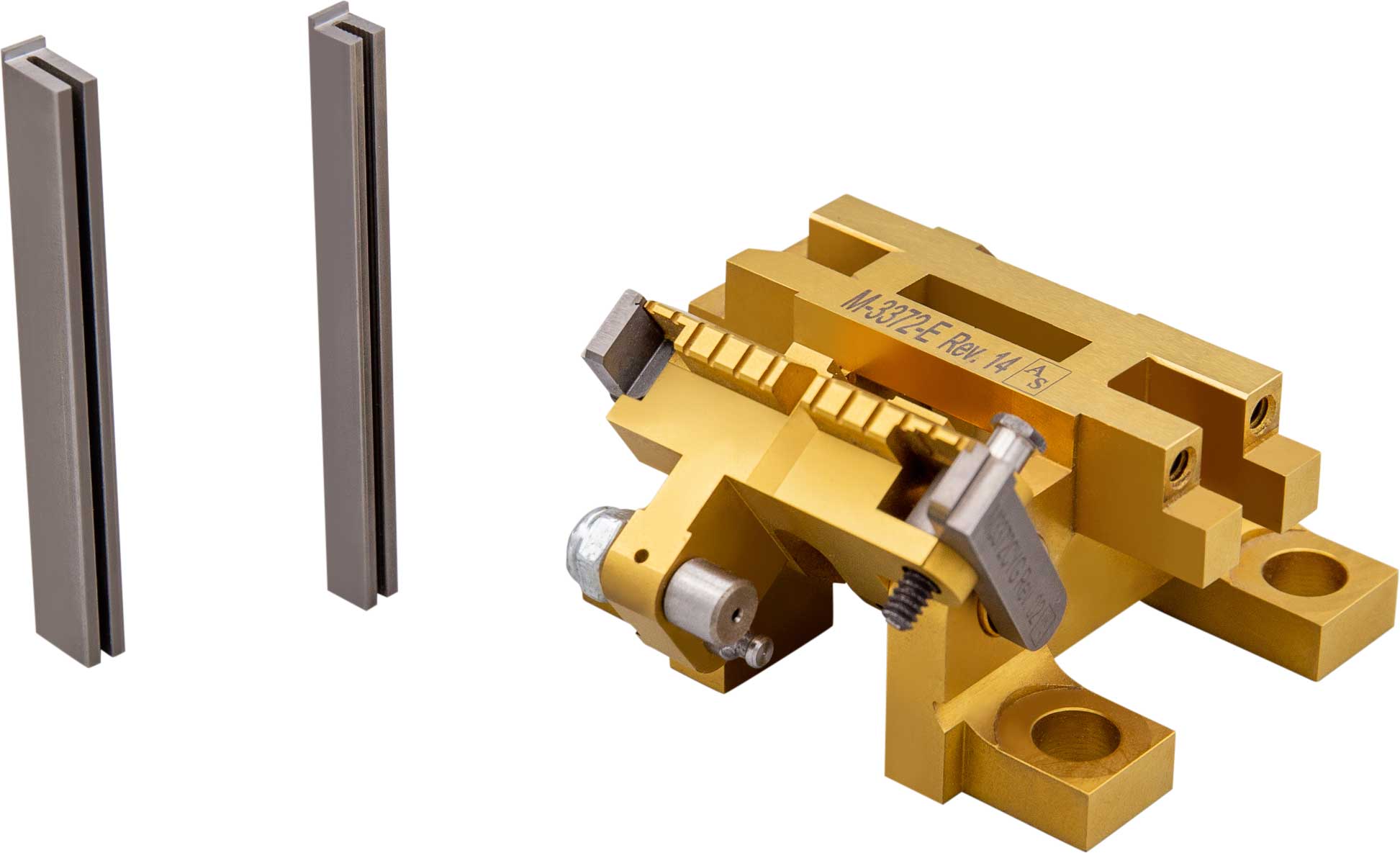
Having our own toolshop and experienced staff make all this possible. They machine both the carbide cutting elements required for this and complex progressive dies enabling a whole series of processing steps to be executed with a single stroke of the press – from cutting, bending and embossing to ejection. “To produce these stamping tools, we were quick to introduce EDM,” says von der Osten. In fact, the Managing Partner continues, the company was one of the first to use EDM systems and to train skilled workers on them. Machined on them are micrometre-precision components for the production of gauges and testing equipment; this, the company’s second brand, is marketed under the name of “Artur Schambach GmbH”. “At the time, we were pretty quick to try eroding small series for sample production on the machines,” von der Osten continues. Since the 1990s, Geisler has therefore been producing components in series using the automated wire-cutting process. “Wire erosion is ideal for the machining of precision parts in small batches of only 300 or 500 units – building a stamping tool for this simply isn’t worth it,” von der Osten stresses.
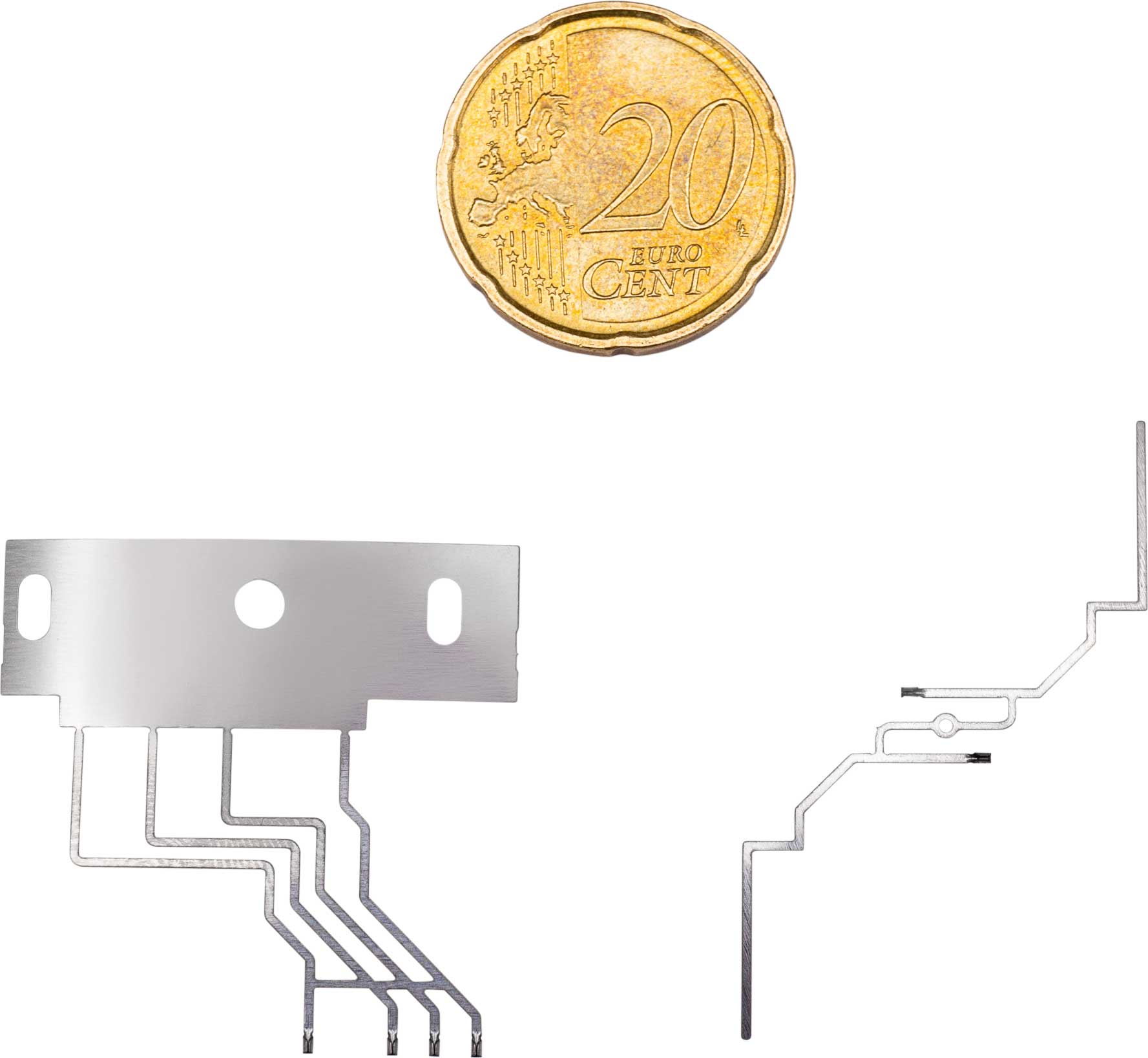
Series parts in a size comparison
Today, Geisler mass-produces components on its wire EDM machines primarily for the medical technology sector – these are mostly electrical conductors and antennas for applications in implants and for the associated assistive systems. This sector now accounts for around 50 per cent of the company’s sales and is Geisler’s fastest-growing area. “Today, pacemakers, for example, are no bigger than a 1-euro coin,” says von der Osten. “This means many components have to be integrated in a very small space. The wiring elements have to be suitably precise and manufactured with high repeatability.”

Marco Nachtigall, plant engineer at Gebrüder Geisler
But what particularly struck us about the MP1200 Connect is the plug & play design. Just plug it in – and off it goes trouble-free.
An MP1200 Connect from Mitsubishi Electric joined Geisler’s machine park for this purpose at the beginning of 2021. It delivers exactly the precision that toolmaking demands and that Geisler also needs for its subcontracted medical technology parts. For example, the parallelism of the cutting punches is less than ± 2 micrometres at cutting heights of 100 millimetres, the angular accuracy is ± 0.01 degrees thanks to the Angle Master Advance with scalable angle compensation, and the roundness tolerances are less than 1 micrometre. “The problem of radius dragging hardly occurs at all on the MP1200 Connect,” says Marco Nachtigall, plant engineer at Gebrüder Geisler. “But what particularly struck us about the MP1200 Connect is the plug & play design. Just plug it in – and off it goes trouble-free.” Right from the outset, the machine also managed a 72-hour weekend shift without any glitches. This is due in particular to its rethreading capabilities, Nachtigall claims. “We sometimes have 30 or 40 components on a single circuit board. The MP1200 Connect machined them one after the other without a hitch. None of our other machines has ever managed to do that.”

Outstanding workspace accessibility
On the MP1200 Connect, threading can be carried out reliably with or without waterjet guidance and even in the dielectric – depending on the height of the workpiece. And rethreading in the kerf is no problem even on tall workpieces and ones with discontinuous machining operations. “Threading is generally the biggest problem on EDM machines,” says Nachtigall speaking from experience. Especially at Geisler, where the typical applications involve a lot of start holes, von der Osten adds. “Rethreading is a frequent operation on our mass-produced products.” In addition, the machine has very limited room for manoeuvre, Nachtigall continues. “When machining our products, we can only make very small start holes in the blanks.” But the MP1200 Connect manages threading even under these tougher conditions without any trouble, according to Nachtigall: “Fault messages due to threading problems never occur on the MP1200 Connect at all – even when it runs at the weekend.”
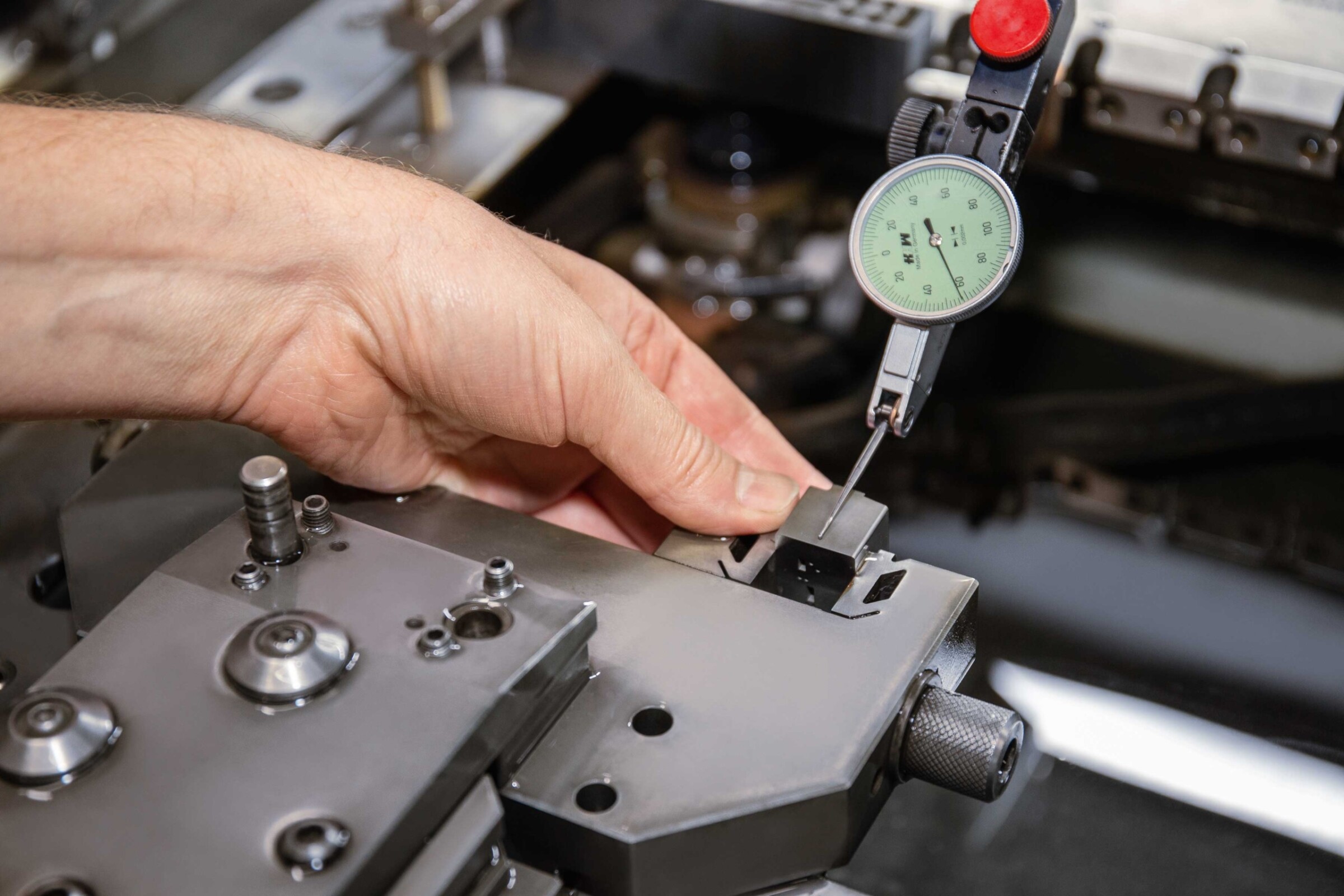
Quality starts at set-up.
At the same time, the many start holes are only one of the challenges Geisler faces when eroding components for implants. To withstand the highly corrosive effect of blood, Geisler machines electrical conductors from titanium or niobium. “The properties of the various starting materials can be very different,” says Nachtigall. In the monitoring of series production alone, up to six measured variables are checked, and many more during acceptance. Geisler therefore works with Germany’s Federal Institute for Materials Research and Testing, where it has samples of the starting material scientifically analysed. This is the only way to achieve the required accuracies: “The dimensions are all in the hundredths of a millimetre range, angles in the minute range,” says von der Osten. In order to achieve this, the parameters in the EDM process have to be individually adapted again and again to the starting material.

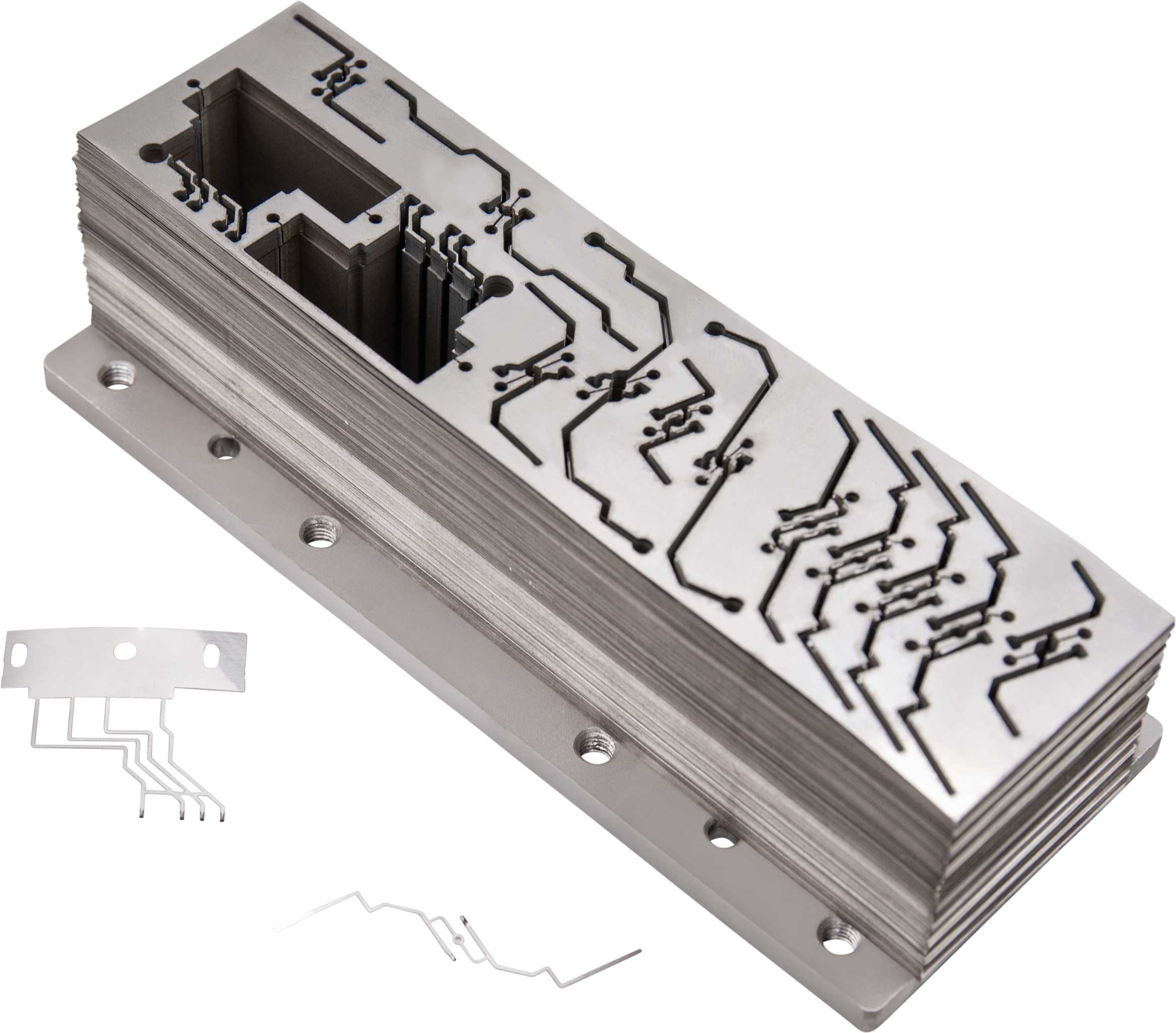
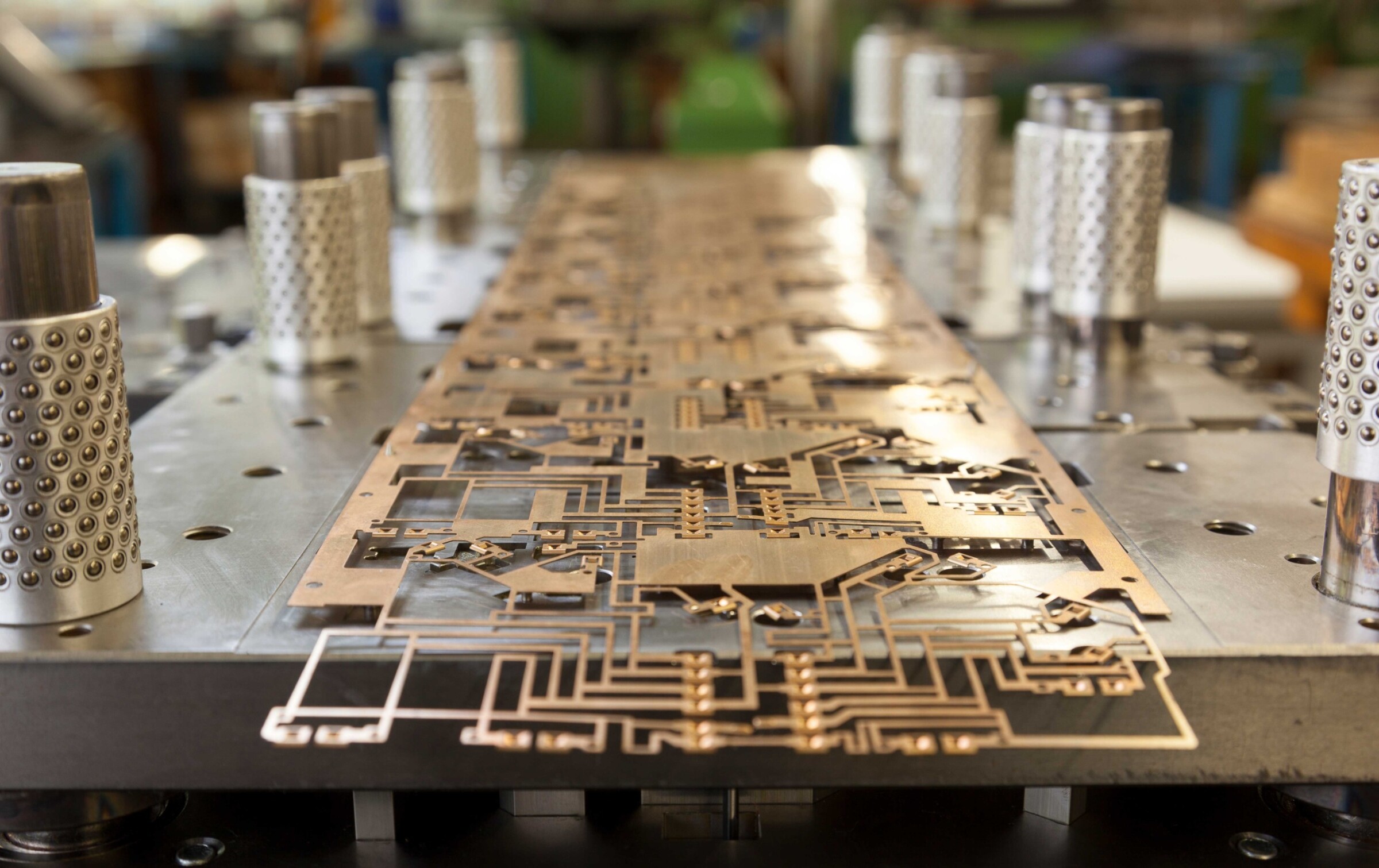
Small parts produced in series
The products for the implants are therefore machined in blocks, Nachtigall explains. “Several wafer-thin sheets of the starting material are stacked on top of each other and cut in one go – this way we produce a large number of parts in a single cut.” A single such block costs around EUR 5,000 for the material itself, and the MP1200 Connect takes around 60 hours to machine it. “The potential loss is huge if anything goes wrong. That is why the accuracy and reliability of the machine are so enormously important for us,” says von der Osten. And of course the expertise of the machine operators: “They are our biggest asset,” Nachtigall insists.
Wire-cutting for precision parts in small batches.
But a lot of expertise also goes into the further processing of the eroded conductors. At manual workstations, they are bent and separated to precise dimensions using special tools that Geisler produces in-house. Some of the parts required for these tools are wire-cut. “We handle design, toolmaking and tool application on site,” von der Osten stresses. “This means we can also handle small projects, where perhaps only 2,000 parts are produced per year. And for that EDM machines are needed, and that’s why we need the MP1200 Connect. With this machine, we can cover the whole range of our EDM operations – from the production of tungsten carbide components for toolmaking to the series production of titanium and niobium parts for medical technology.”
Machine precision and reliability.
Von der Osten is therefore confident about his company’s future: “There is a trend not only in medical technology, but also in industrial applications towards ever smaller installation spaces and thus increasingly intricate parts. These are precisely the niches we are looking for. This will enable us to successfully maintain our production activities in the heart of Berlin in the years to come.”
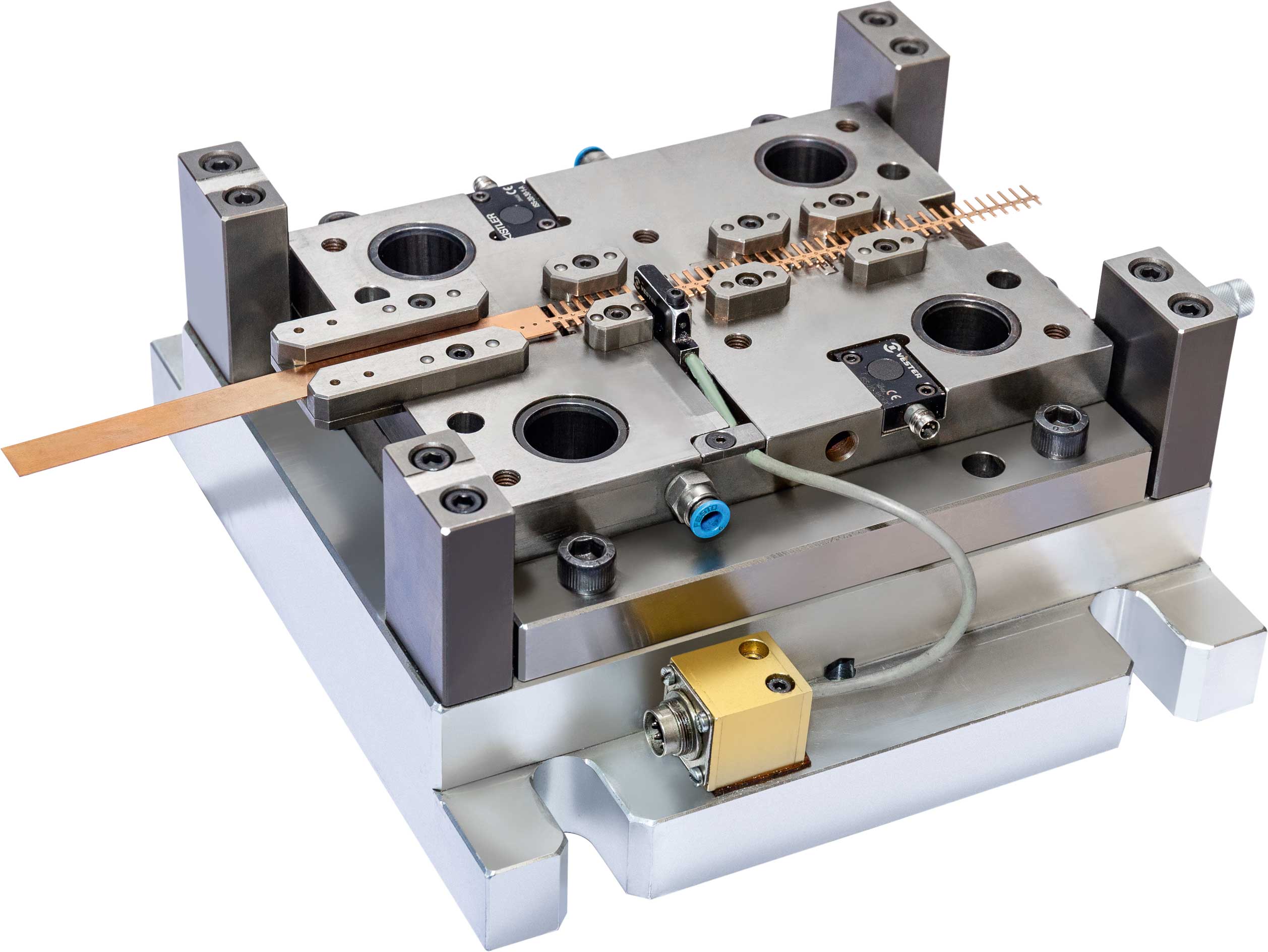
Progressive dies for maximum precision
Ever smaller installation spaces and parts of increasing precision.
Name and place of company:
Gebrüder Geisler GmbH
Germany
Founding year:
1923
Managing Partner:
Dr Henning von der Osten
Core business:
Production of stamped, plastic and wire-eroded parts as well as assemblies for medical technology, the automotive industry and industrial electronics
Gebrüder Geisler GmbH
Prinzenstrasse 87/88
10969 Berlin
Germany
Tel +49 (0) 30 616 90 9 – 0
www.gebrueder-geisler.com
The quarter we’re located in was in fact an industrial centre in the early 20th century until after the Second World War. This area, known as the “export quarter”, was home to numerous small and medium-sized businesses. These included Geisler, which was founded here in 1923. We’ve stayed here, while most of the others – especially after the fall of the Wall – moved to Berlin’s hinterland.
The parts we produce are very small. We don’t need large shops for this, and the feedstock we need comes to single-figure tonnes. So the logistics are not a challenge. This means we can operate in the heart of Berlin without any difficulty. This is also a good place to be from a human resources point of view.
Our whole business is built on our employees. We need skilled workers and competition for them is intense. So it’s an advantage to be in the heart of Berlin. First, because we are easy to reach – the entire public transport system is focused on central Berlin, and, second, young people enjoy working in such a “hip” place. With our company in the centre of Berlin, we are also attractive to bright young people who could just as easily join the New Economy. Except that we can offer them the craftsmanship aspect that goes with the job, which is something that appeals to many.
Managing Partner
Gebrüder Geisler GmbH

Dr Henning von der Osten, Managing Partner of Gebrüder Geisler GmbH
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com