
Innovative equipment, highly skilled staff and a clear, future-oriented company policy are the foundation on which Wolfgang Stammberger established his business in 1995. The master toolmaker analysed the market situation closely before taking this step. “In German industry in the Nineties, there was a widespread opinion that Germany was too expensive as a location for business. Labour-intensive sectors like toolmaking, it was claimed, wouldn’t have a future here,” Stammberger recalls. “If you saw how people worked in some large companies at the time, you could understand this assessment. Production on this basis couldn’t stay competitive in the long run.”
The Mitsubishi Electric MV4800S is ideal for machining large workpieces.
But for Stammberger, Germany as a business location with modern machines and suitably organised operations did indeed have a future. Today, a good 20 years after the founding of Stammberger Werkzeugbau GmbH, there can be no doubt about the accuracy of his analysis and his conclusions.
All services from a single source.
Today, we can see that production is flourishing throughout the sector. Most companies have done their homework. “In the course of digitisation on the principles of ‘Industry 4.0’, Germany will benefit and experience a further boost,” Stammberger believes. “In the milling sector, we have already made a few changes, but there is still plenty of room for improvement. We’ve got to boost productivity again, as there’s no denying the pressure on costs.”

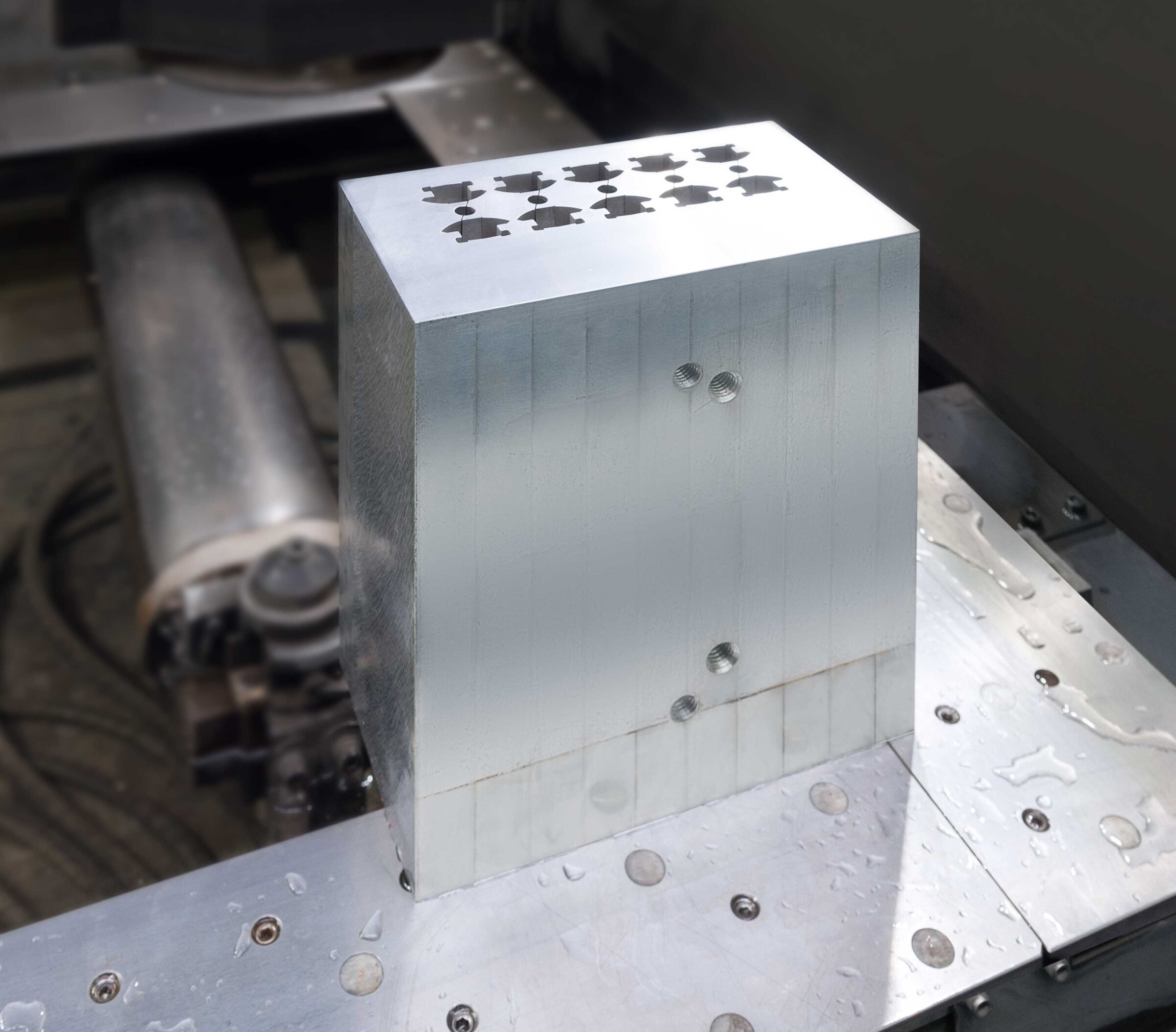
EDM and milling are two technologies that go together perfectly at Stammberger.
With his decision to introduce a 5-axis machining centre, Stammberger has advanced technologically into the top rank in the region. “This technology made a big impact,” Stammberger reports, “and the machine park grew swiftly until six CNC machining centres were lined up in the shop.”

Wolfgang Stammberger. Managing Director of Stammberger Werkzeugbau GmbH
But we will certainly be more successful in our sector if we master different technologies and then use them selectively or in combination.
Most of his customers are mouldmakers and injection moulders in the region who produce large parts for the automotive industry, amongst other things. For these customers Stammberger produces components for moulds and tools, repairing, extending and modifying them if needed. “We cover the whole range of subcontracting jobs,” says the business owner describing his activities. Normally, production runs in two shifts from Monday to Friday. These are supplemented with unmanned shifts in which three to five machines are constantly running.

A greater emphasis on prototyping from now on.
To get the company fit for the future, Stammberger intends to extend the unmanned periods. The first problem to be mastered, in his view, is process security. “Initially we concentrated on milling,” Stammberger explains. “Later we then invested in EDM so that we can offer customers services from a single source. Many customers want to transfer all of their production to our company. We’ve got some customers who won’t accept outside services. They’re concerned about quality, punctuality and expertise.” EDM and milling are two technologies that go together perfectly at Stammberger. “After all, customers entrust their expertise to us. For this reason, there’s a ban on photography and smartphones in all areas of production.” As an exception to the rule, we were allowed to take a few pictures after all.
Stammberger currently produces at least 50 % prototypes.
After purchasing the first EDM system, Stammberger discovered the advantages of flexible machining on his own premises. A combination of milling and EDM often yields improvements in quality and costs. “Some workpieces are better wire-cut, while others are better milled. Often there’s not just one correct machining strategy. But we will certainly be more successful in our sector if we master different technologies and then use them selectively or in combination,” says the entrepreneur.
The benefits of flexible machining.
When introducing the EDM systems, Stammberger’s team jumped in at the deep end, as they’d had no practical experience of wire-cutting at all. They examined the technology closely and studied machine programming in depth. For wire-cutting you need a little more technological knowledge, although the programming is not as complex as on a 5-axis machining centre. “We were therefore convinced,” says Stammberger, “that if we can master 5-axis milling, we ought to be able to get a handle on EDM.”
To make experience quickly available to all employees, from the outset all jobs with all parameters were recorded in detail, assessed and then evaluated. “For this kind of introduction, you definitely need competent employees and a good hotline like the one at Mitsubishi Electric. It is enormously important as it enables employees to talk to specialists and pick up a few useful tips. And after a while the team understands the machine,” says Stammberger proudly.
Wolfgang Stammberger appreciates the process security of EDM: “Once the job has been properly programmed and clamped, it will in all probability run smoothly even for many hours and days.”
In the run-up to the investment decision, Stammberger took a close look at the market. Important in making his choice were not only the technical data, but also the price-performance ratio and the compatibility of the control equipment with the machine park. And cost-effectiveness is a key factor in any purchasing decision. “Before taking the plunge, we compared the data from reference customers,” Stammberger explains. “We usually cut with standard brass wire. Both Mitsubishi Electric machines operate well with this and deliver very good results. We’re very happy with the Mitsubishi Electric systems.”
One advantage of EDM is its process security. Once the job has been properly programmed and clamped, it will in all probability run smoothly even for many hours and days. Even wire breakage is not an issue if the machines in operation have automatic wire threading. “Our 5-axis machines,” Stammberger explains, “finish the same job faster, but require much more elaborate programming. On top of this, there’s the multitude of tools that can cause difficulties during machining.”

Charlie has a nose for precision.
Stammberger’s first wire EDM system was a MV4800 from Mitsubishi Electric. “Pretty unusual as an entry model,” Stammberger admits, “but it had to slot into our existing machine park. We work among other things for injection moulders in the region and offer milling for workpieces weighing up to 5 tonnes and measuring 2000 by 1800 millimetres. In this machining dimension, we wanted to also have wire-cutting available. At the same time, it was obvious that a good number of the workpieces could also be processed on a smaller machine. But after only a good year, it turned out that we could no longer handle all the work in hand with a single machine. Since then, we’ve had a second Mitsubishi Electric, a MV1200S, in our production shop.”
“Today we produce initial samples in plastic, aluminium and steel and small series for the development departments of large companies,” Stammberger explains. “For tool- and mouldmaking, we produce all the components, mainly blank parts, and do special finishing work.”

First step towards automation.
In the future the company plans to expand its prototyping activities. This is where Stammberger sees an interesting market in which the company has its strengths. “The parts are relatively complex and we can fully exploit our skills,” is Stammberger’s assessment. At the same time, he does not want to neglect his bread-and-butter tool- and mouldmaking. “We also want to do more in the series production sector, so that we can increase our output. With the new machining centre, we are taking a first step towards the automation of production,” he adds.
When do we cut and when do we mill? This is the question the toolmakers ask themselves anew every day. For Stammberger, the follow issues have to be considered: With which method do I achieve the demanded quality? And which machining method is more economic? For such a brief check, Stammberger cites three factors:
1. For wire-cutting we need a continuous contour.
2. From a certain material thickness, wire-cutting is simply less expensive.
3. The available machine capacities have to be taken into account.
Mouldmaking
“As a supplier to mouldmakers, we specialise in the production of complex mould inserts, slides, inclined profile ejectors and other components.”
Machine manufacture
“Thanks to CAM, multi-sided machining and measuring equipment, we have tight control of fits and shape and position tolerances. The parts are measured on the basis of stored data and drawings and supplied with machining logs.”
Prototypes
“In the prototyping sector, we mill initial samples, pilot series and series parts, precisely to your 3D data. For increasingly complex parts, 5-axis machining centres are exclusively used.
Only this way is it possible to replicate your design down to the finest detail. Whatever the issue – shape and position tolerances, distances between centres, angles, two-dimensional shapes etc. – there is (almost) always a solution.”
Name and place of company:
Stammberger Werkzeugbau GmbH
Germany
Managing Director:
Wolfgang Stammberger
Stammberger Werkzeugbau GmbH
Colberger Straße 11
Niederndorf
96476 Bad Rodach, Germany
Tel +49 (0)9564 3718
Fax +49 (0)9564 809720
www.stammberger-wzb.de
office@stammberger-wzb.de
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com