Exceptionally high precision is the hallmark of Rauh Erodiertechnik in Fürth. To achieve this, the company was quick to spot the advantages of production automation. Rauh Erodiertechnik uses a loading robot that positions workpieces with precision measured in hundredths of a millimetre. This minimises set-up time and boosts productivity and flexibility by more than a third.
Micrometre precision. Wire cutting with robot-assisted loading.
More accurate than accurate.
As a boy, Hans-Peter Wittmann often played with plastic figures, manufactured in Zirndorf not far from his home town in Middle Franconia. Later, as a toolmaking apprentice at Imhold in Fürth, he machined the injection moulds for various plastic figures. “The firm was very innovative and was able to produce extremely precise, large and small moulds.” This marked the beginning of his enthusiasm for mould- and toolmaking.

External measurement of the clamped workpiece.
“Even during my apprenticeship, I learned how to precision-machine really small parts,” says Wittmann, smiling because learning has accompanied him throughout his career. After his apprenticeship, he qualified as a master craftsman before training as a technician, and then, as a production manager, came into contact with wire EDM for the first time before going to college to gain a business administration degree.

The robot removes a workpiece carrier from the rack – and keeps an eye on it at all times.
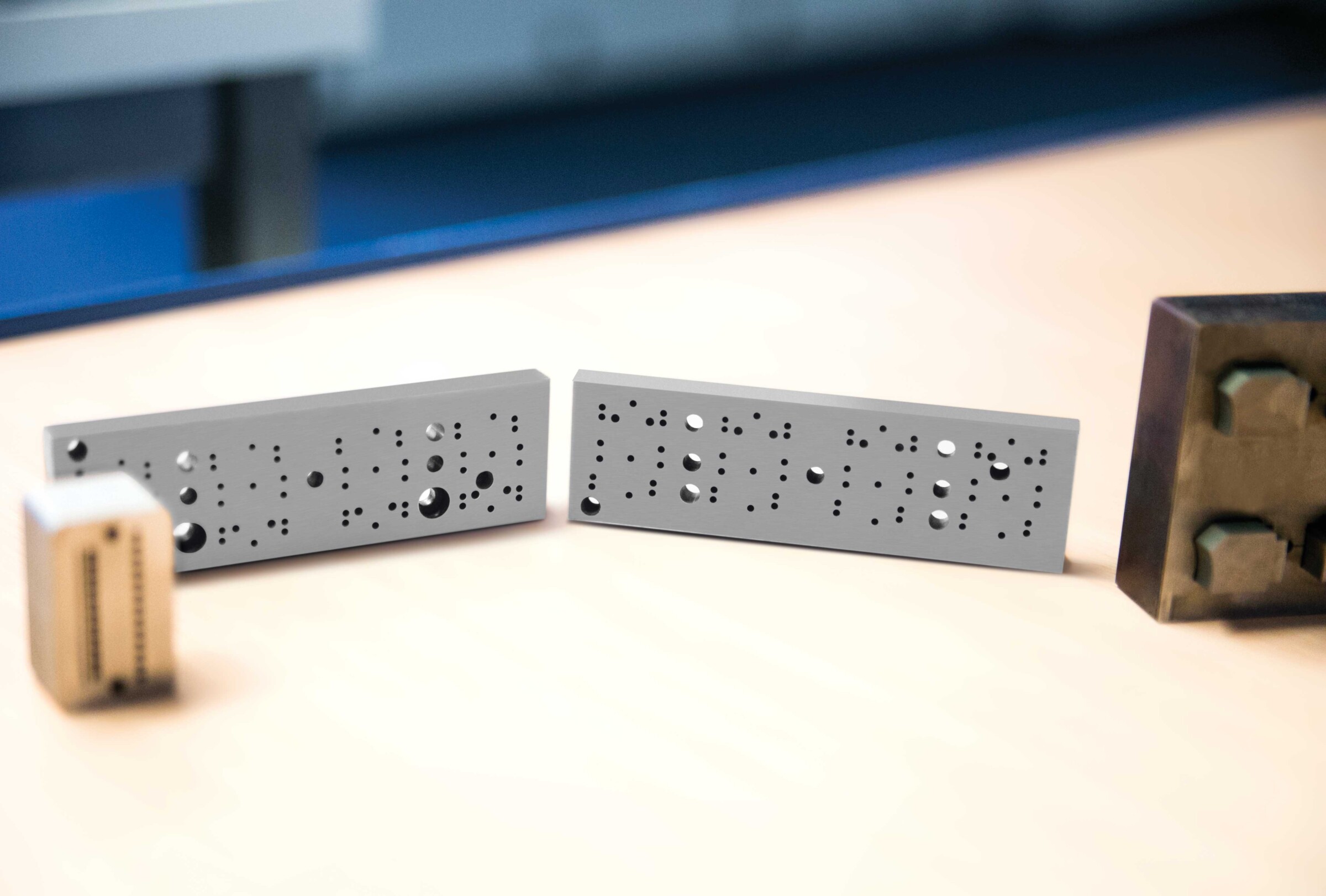
Processes of small parts with very thin wires.
“One day, I was talking to Mr Rauh, the company’s founder, and the issue came up of whether I’d like to take over the business,” Wittmann recounts. “Now that really stimulated my interest. I was already familiar with the technical side from practical experience. But now I had the additional challenge of putting my business admin skills into practice. Suddenly I was my own boss with two employees and three EDM machines. To survive on the market, I charged extra-low hourly rates, whereupon the speaker from the Chamber of Crafts & Trades at the business set-up seminar prophesied that I’d be out of business in a year.” But the prophecy was wide of the mark. After just a year, Rauh Erodiertechnik owned by Wittmann had full order books, satisfied customers and, more importantly, business figures in the black.
Insertion of the complete workpiece carrier into the machine.
Success pays off.
“We operate in a market niche and concentrate on rotary EDM and on the machining of small parts with very thin wire.” Standard in the industry is 0.25 mm wire. Rauh Erodiertechnik, on the other hand, cuts with wire up to 0.05 mm and is particularly successful in this segment. Demand for high precision combined with a rotary axis is particularly strong in medical technology mould- and toolmaking. The parts are in most cases too intricate and thin-walled for grinding or milling. This is where the only remedy is rotary wire cutting and – in combination with the B axis – also flat cutting. “We always try to be more accurate than accurate,” Wittmann explains. “Only when we are capable of cutting with hundredth-of-a-millimetre precision can we be sure that the customer is satisfied.”
Only when we can cut a hundredth do we know that the customer is satisfied.
To achieve this goal, Rauh has repeatedly introduced innovative methods and technologies in addition to new machines. “The industry and product spectrum have changed dramatically in the last ten years,” Wittmann reports. “When I took over the business 15 years ago, one employee was tied up with set-up operations for half of each day. Even at that time, I realised that there was considerable potential here for optimisation.” In those days, it was still possible to make up for lost set-up time by running the machines at night or weekends and machining large workpieces. Meanwhile, the parts have become smaller and smaller, machining times shorter and batch sizes have shrunk. “To boost our efficiency and flexibility, we have therefore consistently invested in design, job scheduling and planning,” says Wittmann. “We confronted the new challenges of the market and reacted early on with high-performance CAD/CAM systems. In addition, we also started gradually automating our EDM processes. Today we can machine small parts in very small numbers to the demanded standard of quality. Even if it hasn’t always been unproblematical to achieve this goal,” Wittmann laughs.
Various workpiece holders facilitate workpiece insertion and precise positioning.
“It has always been our goal to optimise our small business so that identical workpieces can be processed as efficiently as possible under identical conditions every time. Only this way can we reconcile the conflict of goals between low costs on the one hand and shorter delivery times, small batch sizes and guaranteed quality on the other,” says the business owner. This has been made possible primarily by the outstanding expertise of his staff, a good order management system containing all the production data and, not least, constructive relations with his customers. “We have about 80 customers and each has his own yardsticks. For instance, there are firms that make press tools for the soles of sports shoes. For them it’s sufficient if we work to the nearest tenth. But we mainly supply mouldmakers in medical technology, electrical engineering and the cosmetics industry who are real masters of the art and aim for micrometre precision. This is where variations in mould dimensions have to be less than a hundredth, otherwise the component is useless,” says Wittmann smiling, who goes on to tell us about the introduction of robot technology in EDM.

Use of wires with a diameter of 0.05 mm
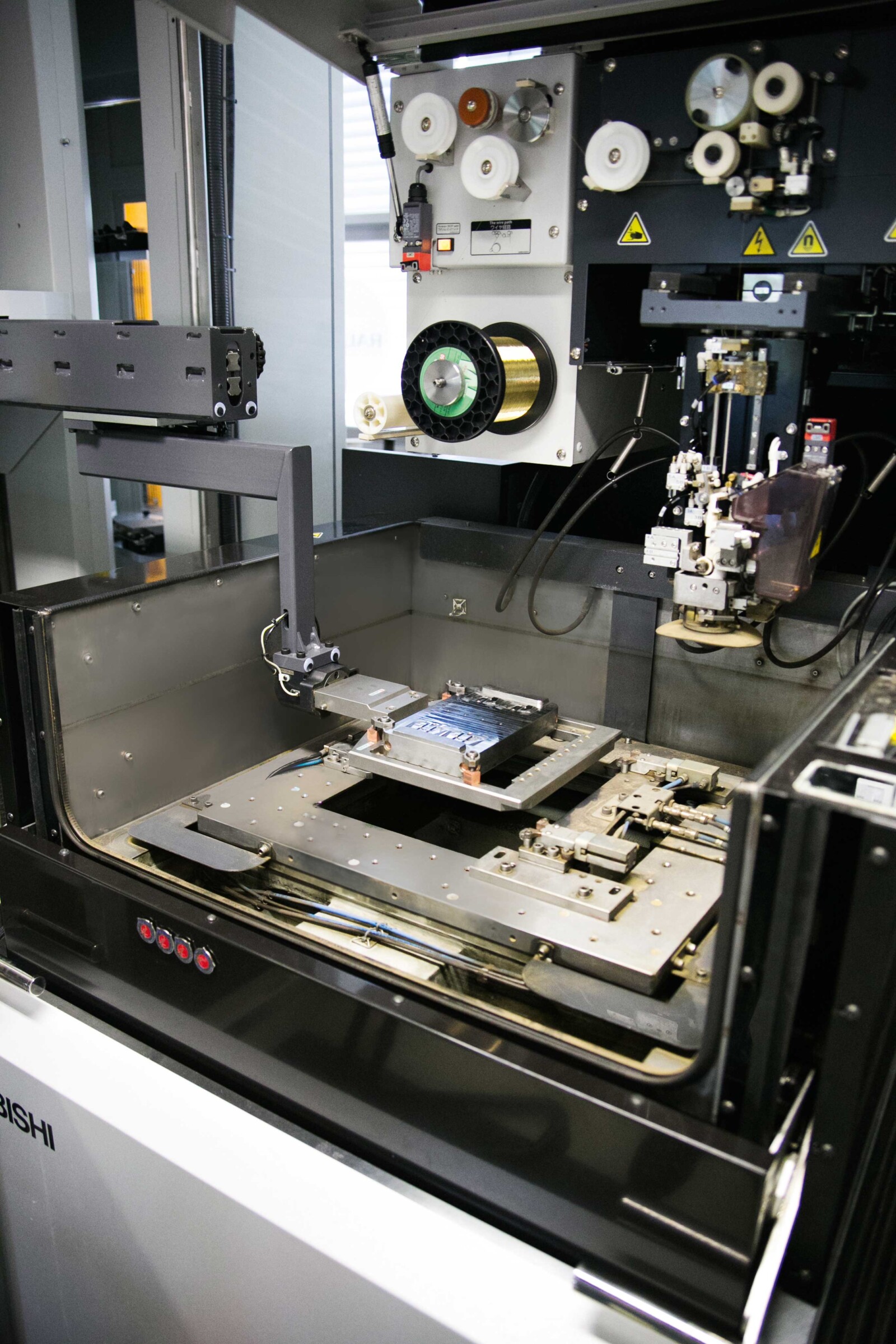
To accelerate unproductive set-up operations, Wittmann ordered not only a new FA10 Advance wire-cutting machine, but also a Melfa robot from Mitsubishi Electric. “If the machine is already capable of automatically rethreading the wire, then it must also be possible for a robot to automatically replace the workpiece at the same time,” was Wittmann’s thinking.

Short delivery periods of just one to two days
But what is the maximum force that a gripper can apply so it doesn’t damage or crush these tiny parts? What’s the best way to grip heavy workpieces – horizontally or vertically? And does it make any difference if machine set-up or production is carried out in the morning, afternoon or evening? “A lot of fine tuning was called for before the system was running to our satisfaction. Because we’re talking here not about tenths, but about hundredths-of-a-millimetre repeat accuracy that the robot has to position parts with,” Wittmann explains. “We had an offset of three hundredths of a millimetre over and over again. It nearly drove me up the wall.”
The workpiece can still be clamped by hand with the demanded accuracy. But Wittmann was determined to achieve reproducible positioning accuracy in the micrometre range. And this still had yet to be achieved with automated processes. “We often get workpieces that have already passed through a large part of the value chain and cost up to EUR 6,000 or 7,000 each. So we can’t afford to make any mistakes. This is why we have repeatedly designed new grippers, modified programs and put our heads together with manufacturers Mitsubishi Electric and Zeiss to develop new solutions. We’ve tracked down errors and gradually stamped them out. This way, the system has been consistently improved. I have pleasant memories of this very innovative and exciting time.”
The outcome today is pretty impressive. “We now have an almost perfect solution and machine a third more parts than we used to with the same number of staff,” Wittmann enthuses. “The main difference is that processes are now much faster. Today we can guarantee our customers very short delivery periods, sometimes of only one or two days. This improves customer satisfaction.” The solution has been put to use by other companies over 100 times.
The EDM machines now operate unattended in the modern production shop on the new commercial estate in Fürth’s Benno-Strauss-Strasse.
A highly skilled team of employees removes the finished parts from the six-tier rack and inserts new workpieces. The rack can accommodate up to 18 different workpieces on matching workpiece carriers. Rauh Erodiertechnik is thus capable of producing around the clock, the only breaks being for routine maintenance. “The acceleration of set-up has resulted in cost reductions that we can pass on to our customers,” says Wittmann. In 2013 another wire EDM system from Mitsubishi Electric, this time an MV1200-R, was integrated with an Erowa Compact robot in production. Success has evidently paid off. “Together with Mitsubishi Electric, we have come a long and challenging way in arriving at the finished solution. In my view, both sides have learned a lot from each other,” says Wittmann looking back. “Communication at any rate has always been excellent. I particularly like the short and direct line to the service centre that we can always rely on.”
Name and place of company:
Rauh Erodiertechnik
Germany
Founding year:
1998
Owner:
Hans-Peter Wittmann e.K.
Employees:
4
Core business:
Jobbing
Rauh Erodiertechnik
Benno-Strauß-Str. 5
90763 Fürth, Germany
Tel +49 911 6002422
Fax +49 911 6002433
info@rauh-et.de
www.rauh-et.de
As a mouldmaking apprentice. That was my first wage at the end of September 1975.
Vinyl records and jeans.
I hope that I shall be just as healthy as I am today and that we can sustain the success that we’ve had for the last 15 years. Just how valuable good employees are became clear to me when a family member fell seriously ill. That was when my employees ran the business practically without my help.
Contentment and good health.
Directness.
“Maria, ihm schmeckt’s nicht” – read it and saw the film. I’ve only read “Antonio im Wunderland” as the film hasn’t been made yet. Very amusing. (Both books by Jan Weiler.)
Customer satisfaction is a very valuable asset, because only a satisfied customer will keep coming back in the long run.
Technology. What’s exciting is how technology is evolving and where technology is capable of going.
Barbecuing – at the moment I avoid the kitchen. I recharge my batteries best at home.
My biggest weakness is that I want to take care of everything. And my biggest strength is that I can solve problems. (His wife adds: “He’s always positive actually and that gives me strength as well.”)
Plenty of experience, many good teachers, many burnt fingers and plenty of consideration from the family. The great thing about being older is that you’re wiser, can see more and make more sense of it.
Owner
Rauh Erodiertechnik

Hans-Peter Wittmann
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com