
Riegger Diamantwerkzeuge GmbH in Affalterbach develops and produces customised profiled grinding wheels whose properties are precisely tailored to the requirements of grinding firms. The specialists there have also been using an MV1200R wire EDM machine with a rotary spindle for this purpose for the last five years.
Precisely ground with eroded grinding wheels
Superficially, they all look the same. Whether a grinding wheel has been wire-eroded or conventionally dressed is impossible to tell with the naked eye. However, there are considerable differences, as Markus Steinhilb, application engineer at Riegger Diamantwerkzeuge in Affalterbach, explains: “You need a microscope to see the difference. But it is in the grinding process itself that the special properties of wire-eroded grinding wheels really reveal themselves.”
Riegger Diamantwerkzeuge, now in its third generation, has been specialising in developing and producing diamond and CBN grinding wheels since 1967. In doing so, the experts concentrate on grinding wheels that are precisely adapted to the respective requirements. This applies not only to the geometries but also to the abrasives and their properties. So as to be aware of and control all the factors itself, the manufacturer in Affalterbach has extensive vertical integration, extending from powder technology and pressing to conditioning and profiling. Tool grinders in particular as well as manufacturers in medical technology, tool and mould making, and the automotive industry draw on the know-how of the specialists in Affalterbach.
Thanks to the 55 years of the company’s development, the specialists have acquired detailed knowledge of abrasives. From this, they develop the grinding wheels best-suited to specific grinding operations. This enables them to match the abrasives precisely to different requirements. For example, they produce grinding wheels that process such exotic materials as nickel alloys with high productivity. They also implement optimised grinding wheels and processes for the cost-effective grinding of components to the highest surface quality in large series – in the automotive industry, for example. From the now huge range of abrasives and bonds, the developers in Affalterbach select the optimum combination in each case and use it to fabricate customised grinding wheels. This can even involve special abrasives with a grain size of only about 15 µm, which are bonded with either ceramic, metal, metal-hybrid or synthetic resins.

Multi-loaded stacks of grinding wheels are automatically dressed and sharpened in a single process.
Some production companies achieve up to five times the tool life with grinding wheels profiled and conditioned by wire erosion. Which means they can operate much more cost-effectively, of course.
Markus Steinhilb, applications engineer at Riegger Diamantwerkzeuge

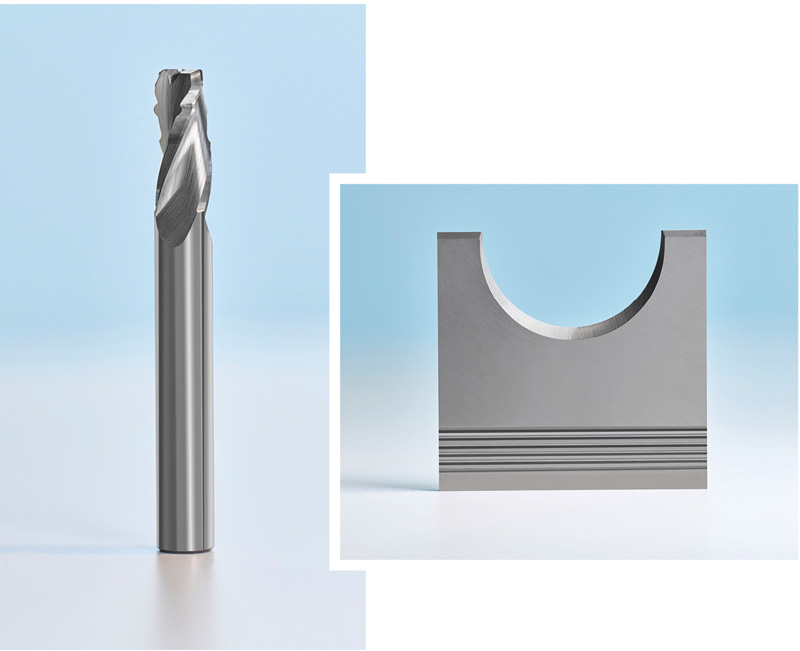
The specialists at Riegger individually profile standard grinding wheels bonded with diamond or CBN as a solid basis.
Grinding companies have been increasingly demanding specially profiled grinding wheels for some years now, says application engineer Fritz Lenz. “These can be tool grinders or manufacturers in medical technology,” he adds. “In these industries, there is growing demand for the grinding of highly complex and often tiny geometries. This can only be achieved by plunge-cut grinding, a process calling for specifically profiled and carefully conditioned grinding wheels. With conventional diamond rollers and whetstones, it is no longer possible to dress the required grinding wheel geometries.”
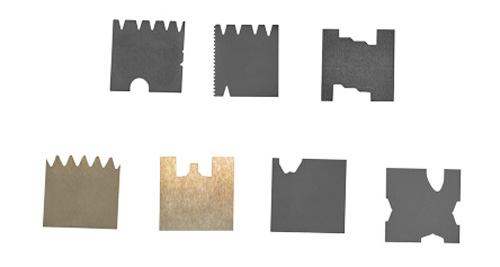
Wire eroding offers unlimited possibilities in the dressing of grinding wheels with any profile shape.
The topic of erosive dressing was presented at various conferences and seminars in 2016. Internal research conducted into the profiling of grinding wheels on wire EDM machines prompted Riegger’s decision in 2017 to invest in an already proven MV1200R wire EDM and to equip it with a rotary spindle. “We are convinced of the necessity to keep abreast of innovative technologies so we can stay competitive in the long run. When making this investment, we initially aimed to determine the parameters and the potential of the special wire erosion process for profiling and dressing grinding wheels ourselves,” Steinhilb reports.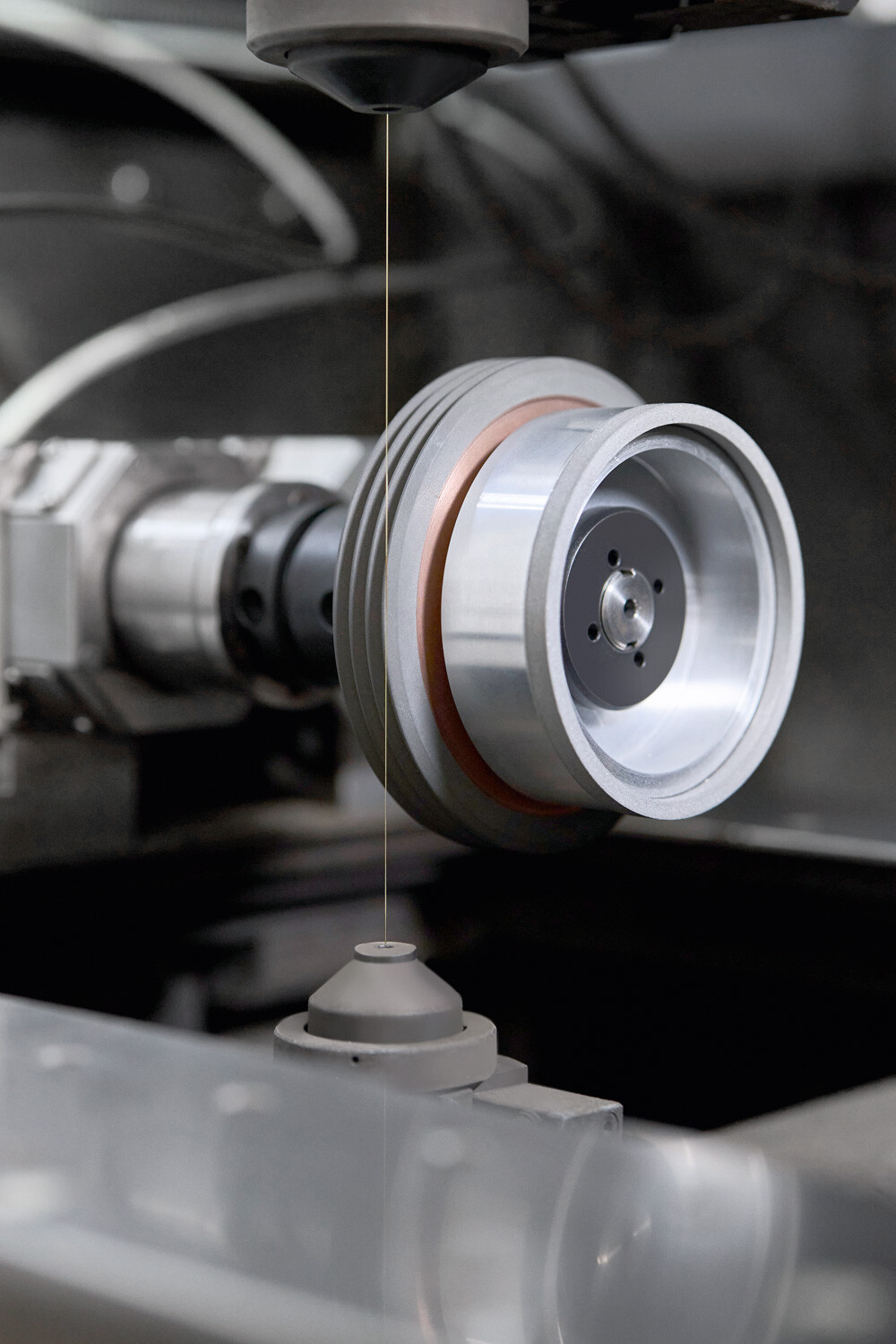

The programmed contour is reproduced exactly on the grinding wheel.
From the initial trials, the special benefits of wire EDM very soon became apparent. Lenz explains: “The fact that tiny profile geometries can be wire-eroded trouble-free and reliably has proven to be a great advantage. This is not the case with whetstones and diamond rollers. Dimensional inaccuracies and tolerance deviations cannot be avoided in some cases, so the repeatability of a series process cannot be guaranteed. In this respect, wire EDM has unique benefits.” On top of this, grinding wheels conditioned by wire erosion have another outstanding characteristic, as they achieve a much longer service life than grinding wheels dressed in the usual way. Steinhilb confirms: “Some production companies achieve up to five times the tool life with grinding wheels profiled and conditioned by wire erosion. Which means they can operate much more cost-effectively, of course.” The two experts at Riegger Diamantwerkzeuge cite the micro-geometries on the surfaces of the dressed grinding wheels as the reason for the longer service life. “In the usual dressing process, the abrasive grains – CBN, diamond – are partially torn out of the bond matrix and smoothed, resulting in a grain protrusion of roughly 30 %.  In contrast, with wire EDM we achieve a grain protrusion of well over 50 % and the grains stay sharp,” Steinhilb explains.
In contrast, with wire EDM we achieve a grain protrusion of well over 50 % and the grains stay sharp,” Steinhilb explains.

The MV1200R workspace is readily accessible from all sides for ease of set-up.
This means that the grinding wheels have a more aggressive action, so more material can be removed within the same machining time. Depending on the process – roughing or finishing – this helps manufacturers improve their productivity. In addition, the abrasive grains obtained by wire EDM stay sharp for much longer. The “open” structures on the surface of the grinding wheels discharge grinding dust and particles highly effectively and do not become clogged. That is why wire-cut grinding wheels achieve a significantly longer service life.
Thanks to the wealth of acquired practical experience, the specialists at Riegger Diamantwerkzeuge now know the optimum parameters for the wire erosion of different grinding wheels. From this they have developed a special service for customers. “We are now largely involved in the development of grinding processes. In pilot projects, we create the grinding wheels optimally designed for a specific application and manufacturer and produce the first prototypes. Together with our customers, we continue to optimise the machining strategy and grinding wheels. If the latter prove successful in ongoing production, we provide the parameters for wire EDM and supply the required grinding wheels. Our customers invest in a wire EDM machine – ideally an MV from Mitsubishi Electric – and condition their grinding wheels themselves for ongoing production,” Steinhilb explains. Riegger Diamantwerkzeuge has thus evolved from a supplier of grinding wheels to a technology partner for grinding processes and the wire erosion of grinding wheels that is now also offering its customers EDM dressing as a service.
Founding year
1967
Managers
Michael Riegger and
Constantin Riegger
Employees
60
Core business
Technical support for the optimisation of grinding processes with diamond and CBN tools, based on the development and production of customised diamond and CBN grinding wheels and diamond dressing tools
Daimlerstrasse 7-9
71563 Affalterbach
Germany
Tel. +49 (0)7144 30 60
info@riegger-diamant.de
 Riegger Diamantwerkeuge GmbH was founded by Wolfgang Riegger in Bittenfeld in 1967. The family-run company in its third generation develops and produces customised diamond and CBN grinding wheels as well as diamond dressing tools.
Riegger Diamantwerkeuge GmbH was founded by Wolfgang Riegger in Bittenfeld in 1967. The family-run company in its third generation develops and produces customised diamond and CBN grinding wheels as well as diamond dressing tools.
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com