
Multi-axes and spindles have become firmly established in wire EDM. Workpieces with complex structures, high material thickness, extremely sharp-edged contours and the tiniest corner radii can be produced with micrometre precision using this technology. Unlike in milling and grinding, the workpieces are not subjected to high mechanical forces. When it comes to process reliability, EDM technology is vastly superior to competing processes and is ideal for long, complex machining operations and for autonomous unmanned shifts.
New potential for EDM systems. Optimising the machining process with additional axes and spindles.
Jochen Hipp, managing partner of the innovative multi-axis and spindle manufacturer ITS-Technologies, sees some room for improvement in wire EDM machines. “They’re wonderful machines for cutting rectangular punches and dies.” However, when machining tapers, for example, they soon run up against their limits. Oblique cuts are often problematic. An eroding machine can incline the wire, but only within a limited range. Larger angles can only be achieved using auxiliary constructions and multiple clampings. But even with gentler angles, oblique cutting with standard machines has its limitations, because oblique cuts are achieved at the expense of accuracy and surface quality. High-precision multi-axes and spindles create an efficient solution here and open up a multitude of new fields of application for EDM. For the developers of such axes, the emphasis is on the efficient, cost-effective machining of workpieces with maximum accuracy and surface quality.

Cutting slots in clamping elements
“Our speciality is complete technical solutions for multi-axes and spindles,” Hipp explains. “We have concentrated on wire-cutting technology, which accounts for around 90 per cent of our axes. The remaining 10 per cent is divided between measuring technology and special grinding processes.” The company was founded in 2010 and has since expanded its product range. Today ITS has a modular system with a large diversity of variants and axes for all common EDM machines. With this system, the company is able to supply axes that perfectly match both the application and the machine. The system starts with axes for machining workpieces with a diameter of 0.5 millimetres and a weight of 5 grams. In the top segment, multifunctional axes process workpieces with diameters of up to 1800 millimetres and a weight of 3 tons.
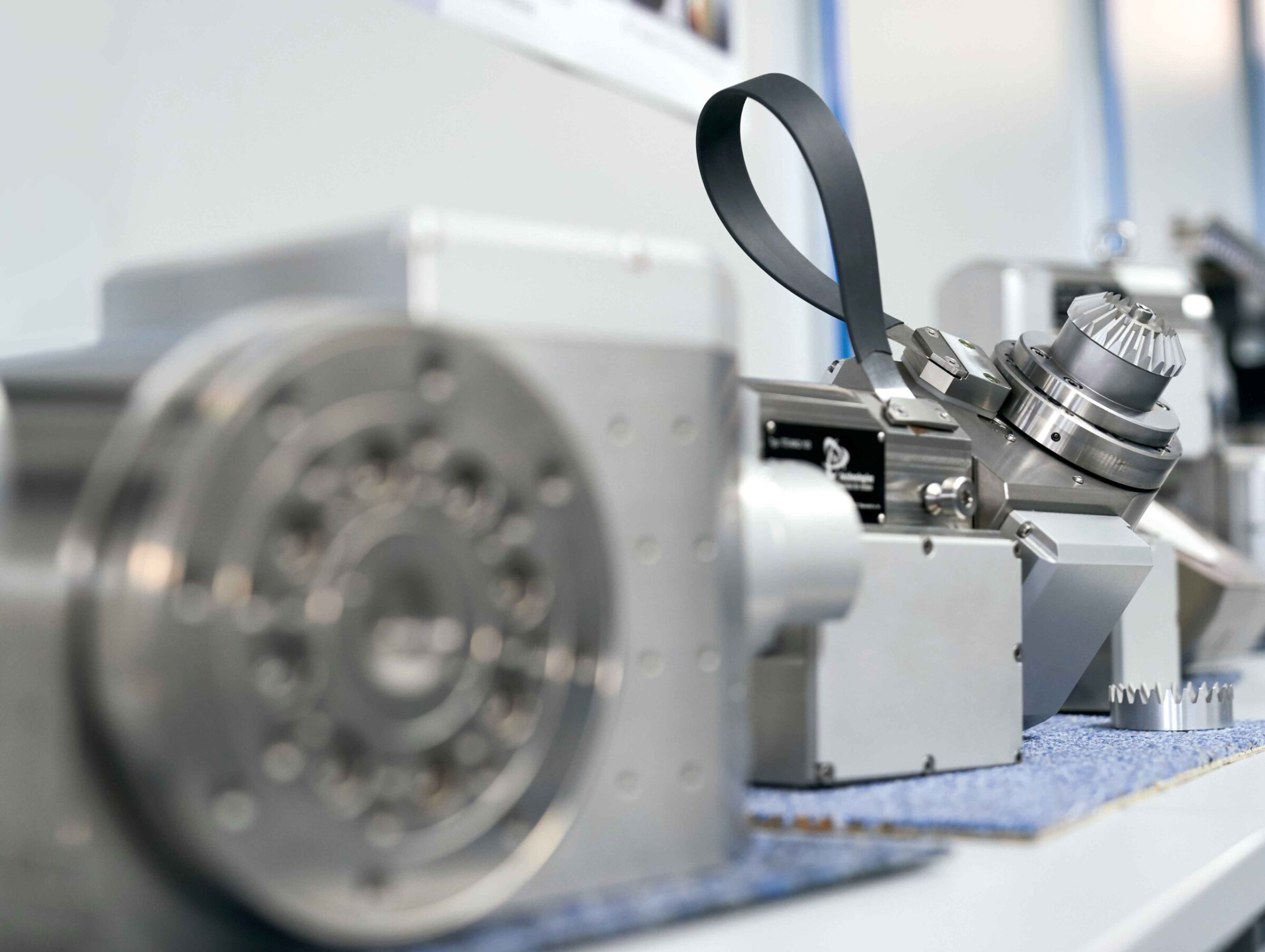
ITS-Technologies multi-axes in the showroom
For Hipp, ongoing new product development and further development is critical. “Our life-blood is our very close relationships with our customers, from which we get direct input, constant new ideas and a wealth of inspiration,” says Hipp. Customer-specific developments and process solutions enjoy high status at the company. This includes, among other things, individual adaptation and the design of the axis system, which is precisely tailored to the customer’s needs. ITS attaches great importance to always working with the latest technologies. One of the company’s principles is not to farm out any of its development work. “We want to keep our know-how and experience in-house,” explains Hipp. “For these development processes we have up to five EDM systems from different manufacturers installed at any one time.”
Manufacturing with micrometre accuracy.
Increasing the speed and precision of machining
Multi-axes are individualists. Users who only ever exe‑
cute straight cuts on simple workpieces have no need for them. All other users enjoy the definite, measurable advantages. Multi-axes can be used to machine complex contours in a continuous process with a single clamping. As a rule, auxiliary constructions are then no longer required, set-up times are shortened and – above all – the processes become more precise. This allows longer running times to be achieved with a high level of process reliability. “To illustrate this, we have recorded the machining steps in the production of the clamping system with a number of angle sliders,” Jörg Springmann, managing partner of ITS, explains, “and machined the workpiece once with and once without the axis. With our additional axis, we accomplished the task goal about five hours faster and a few micrometres more accurately.”

From Ø 0.5 mm / 5 g
Handling the additional axes is very simple. All commonly used programming tools such as DCAMCUT fully support the axes and integrate them perfectly into the machining process without any extra programming effort.
Multi-axes are not required for all jobs and sometimes have to be removed. But the set-up times are manageable. Even with the larger models, both installation and removal are completed in 10 to 15 minutes. For most production processes it is even faster, as only the adjusting screws have to be loosened and the axis lifted out. During operation, the axes can usually be placed directly on a table next to the EDM system. This allows them to remain electrically connected to the machine without being driven by the controller.

Fast and accurate machining.
An important issue for all machines and systems is downtime and service intervals. All ITS multi-axes and spindles are maintenance-friendly. The multi-axes require an inspection only after three years or 5000 operating hours. Owing to their greater mechanical stressing, the service life of the spindle axes is shorter. They are subject to higher wear and have to be inspected after about 2500 hours. The next step is to replace the seals and check the moving elements.

Jochen Hipp, Managing Director of ITS Technologies
Our life-blood is our very close relationships with our customers, from which we get direct input, constant new ideas and a wealth of inspiration.
In addition to multi-axes, the company also specialises in the development and manufacture of spindle technologies. In contrast to multi-axes, which turn at a maximum of 25 times per minute, spindle axes are fast-running. They operate at up to 3000 revolutions per minute and are designed for a maximum concentricity of two to three micrometres.
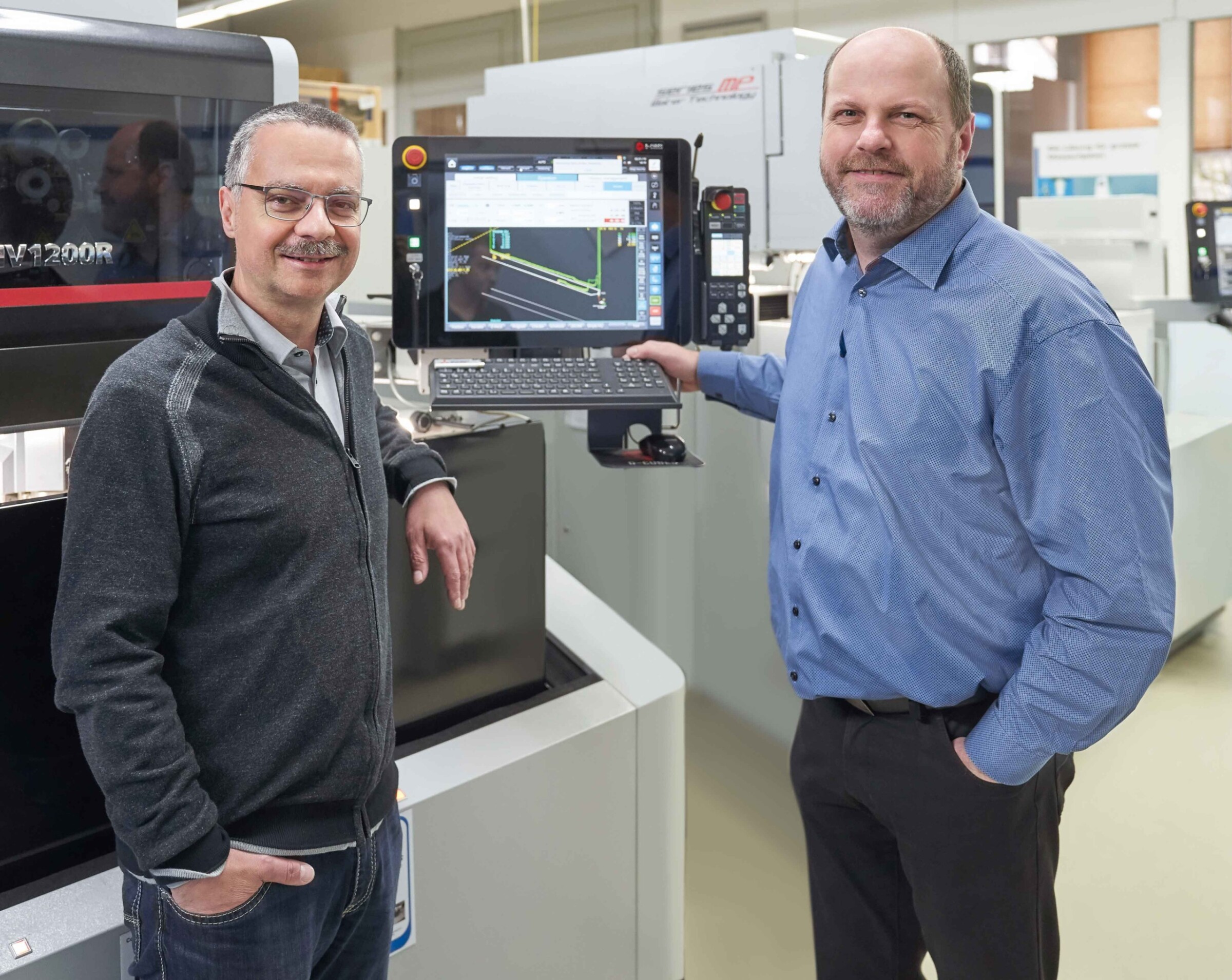
Jörg Springmann and Jochen Hipp
Better results thanks to wire-cut grinding wheel
Sometimes a chance incident paves the way for new developments. Dressing metal-bonded grinding wheels with die-sinking EDM has been common practice for a long time. “A friend of mine accidentally dropped a special grinding wheel,” says Hipp. “A piece broke off, and the delivery time for a replacement was a few weeks, but the delivery deadline for the workpiece was imminent. So I gave it a shot: I mounted the damaged wheel on a spindle and re-dressed it on one of our wire EDM machines.”

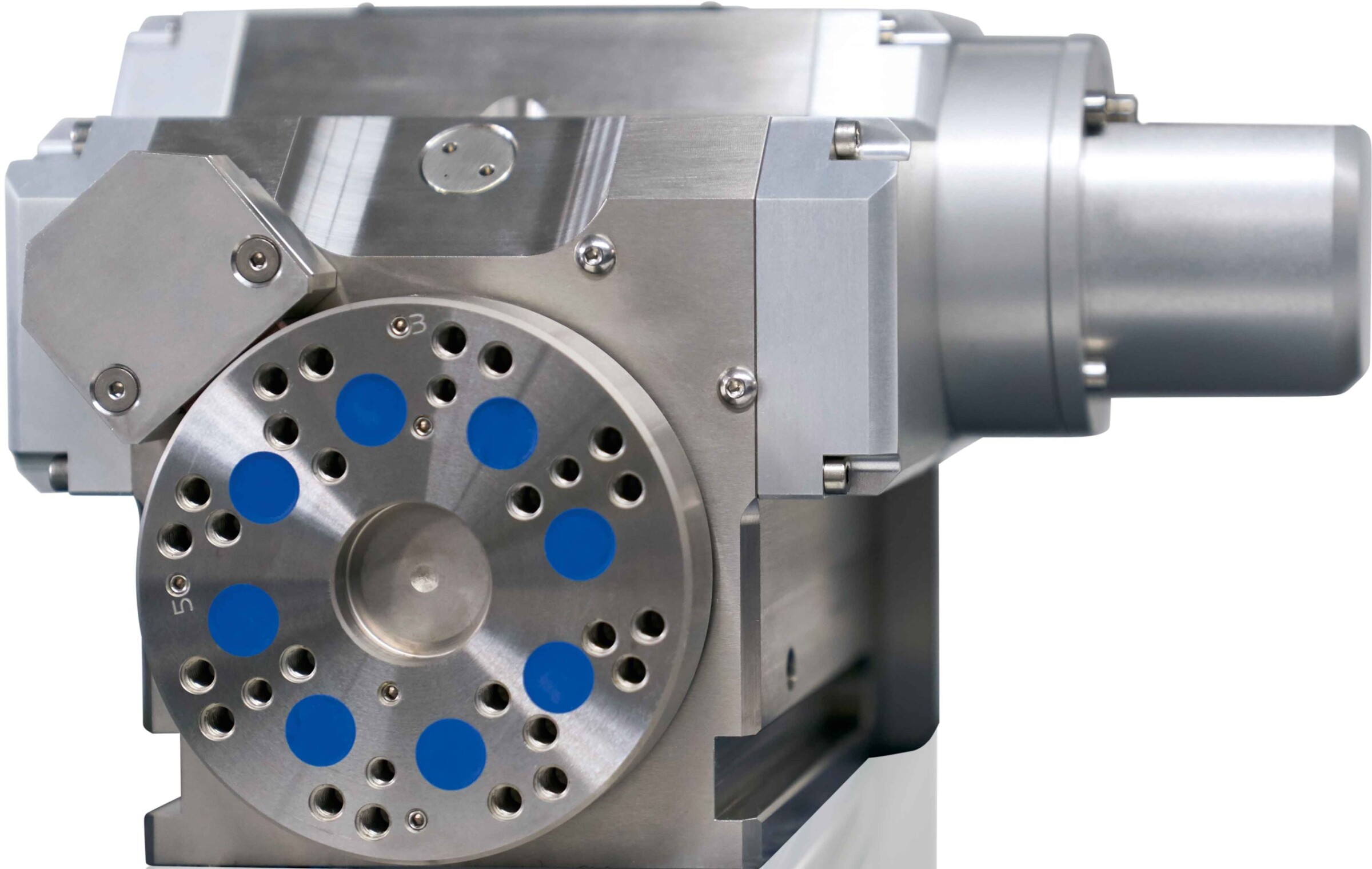
ITS-MA2-i-115 hollow axis application: mandrel groove machining
Astonishing grinding results.
The result looked good and Hipp took it back to his friend. The initial grinding results were staggering. The eroded grinding wheel was far superior to the previously used wheels in terms of accuracy, cutting speed and, in particular, tool life. Until then, the grinding shop needed one grinding wheel to process one milling cutter. Using the eroded grinding wheel, it managed four.

ITS RSI80 rotary spindle application: profiling and dressing of metal-bonded diamond and CBN grinding wheels.
For ITS, this is an important reason to devote plenty of attention to this area. “Wire EDM dressing is ideal for metal-bonded CBN and diamond grinding wheels,” says Springmann. “In wire EDM dressing, the EDM wire serves as the tool, cooled effectively in a deionised water bath, without any mechanical stressing. This contactless method with spindle axes meets the most exacting concentricity requirements of less than 0.002 millimetres. In addition, this process ensures maximum profile accuracy. This makes it possible to create intricate contours that were previously impossible to produce and to precisely machine inner contours with radii of 0.05 millimetres. External radii are only limited by the abrasive grain size and the bonding material employed.”

Fast and accurate machining.
Today ITS has comprehensive expertise in the production of grinding wheels. This also includes a database with a large number of machine parameters for the processing of grinding wheels. “Our goal is not to manufacture grinding wheels,” Springmann stresses. “We are an innovative engineering company that concentrates on developing and manufacturing multi-axes and spindles. We want to provide our customers with optimal tools with which they can accomplish their tasks faster and more cost-effectively.”

ITS-Technologies
Workpiece weight:
As well as customised solutions.
Name and place of company:
ITS-Technologies GmbH & Co. KG
Germany
ITS-Technologies GmbH & Co. KG
Teckstrasse 13
78727 Oberndorf
Germany
Project engineering:
Jörg Springmann
Tel +49 (0) 7423 8767 35
j.springmann@its-technologies.de
www.its-technologies.de
Technology:
Jochen Hipp
Tel +49 (0) 7423 8767 37
j.hipp@its-technologies.de
www.its-technologies.de
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com