
The toolmaking department of Vorwerk Elektrowerke serves all the products developed for the Kobold hand-held vacuum cleaner and Thermomix kitchen machine – from the original idea through to maintenance. For wire-cutting, it uses an FA10-S Advance from Mitsubishi Electric.

The new Kobold 140 with electric brush EB 360.
An air of nostalgia wafts through the toolmaking department of Vorwerk Elektrowerke GmbH & Co. KG in Wuppertal. The Kobold – on the market since 1930, for some an icon, for others an indispensable helper in the home – is omnipresent. The same applies to the Thermomix, which, thanks to its numerous functions, is capable of replacing twelve kitchen appliances. Diplom-Ingenieur Marc Alexander Popov, Appliance Plant Plastics Technology, head of toolmaking in L/TGEW, thumbs through a brochure. Referring to its content, he explains the product range of the family-run company established as a carpet factory in Wuppertal in 1883. “Our product portfolio includes not only high-tech household appliances and the Vorwerk Carpets Division, but also JAFRA Cosmetics, HECTAS facility services and the akf Group, a bank for leasing and financial services. What the business sectors have in common is direct selling, which opens the door to special relations with the customer.” Worldwide, Vorwerk employs over 623,000 people in 66 countries, almost all of whom work as sales advisers. In 2010, the company generated business worth EUR 2.372 billion.
Popov puts the sample of a new front attachment for the hand-held vacuum cleaner on the table. You can see the insides through the Plexiglas top. “We’re constantly refining individual components – the motor of this front attachment, for instance.” It’s all a question of an integrated approach. Immediately after the original idea and the design, the toolmaking department is brought to the table and assesses whether something of the given quality is technically feasible within the given time. It peers over the shoulders of the design engineers, communicates with the toolmakers and supervises the product through to series production and thereafter during maintenance and repair. “Unlike a normal toolmaker, we look beyond our immediate horizons. Because we have to live later with the tools,” Popov stresses.
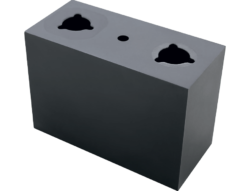
The many materials that the Vorwerk toolmaking department processes with wire EDM include this graphite component.
As one might expect from the name of the department, it also produces the tools and moulds that Vorwerk needs for the production of components for the Kobold and Thermomix kitchen machine. It also fabricates components for tools. It services tools in addition and conducts preventive maintenance on them. Then there are the repairs to the machines running on the plant site, a task that it performs even faster than an external service provider.

With the FA10-S Advance, the Vorwerk toolmaking department cuts parts for the Kobold hand-held vacuum cleaner and the Thermomix kitchen machine.
The technologies that the Vorwerk toolmaking department uses include wire EDM. “One of the main preconditions for our investment in the machine from Mitsubishi Electric was that it meets the requirements arising from the diversity of our materials.” Popov points to a graphite component resting on the frame of the FA10-S Advance. “The materials we machine are copper, graphite, brass, aluminium, steel and cemented carbide.” The material thicknesses range from 0.5 to 150 millimetres. With wire 0.25 millimetres in diameter and little post-cutting, the machine achieves the required surface quality of less than 0.7 µm Ra. On edges
that have no function, quality to within 2.3 mm Ra is sufficient.
Popov folds open the front of the flushing tank of the FA10-S Advance that Vorwerk installed in April 2011 to replace the machine of a different make. “Our new wire EDM machine offers good access, simple operation and an attractive price/performance ratio. In addition, Mitsubishi Electric provides outstanding after-sales service.” Popov also appreciates the fact that the entire equipment was included in the base package price. Other companies offered him simply the bare machine, and he would have had to purchase the remaining equipment separately.
Nadja Suffa-Petri, the tool mechanic who writes the programs, generates geometries, and sets up and maintains the FA10-S Advance, opens the door to the neighbouring room. “This is where we’ve housed the cooling fan and the generator, as they can be detached from the machine. The machine is noticeably
quieter as a result.”
“The FA10-S Advance offers good access, simple operation and an attractive price/performance ratio.”
Asked about how wire-cutting benefits the Vorwerk toolmaking department, Popov highlights the speed at which his department performs its tasks. “We receive our jobs on call and handle them
on the spot. This is essential, as it’s often urgently needed components that are involved. If the parts don’t arrive on time, production grinds to a halt.”

Vorwerk Kobold hand-held vacuum cleaner.

Vorwerk Thermomix kitchen machine.
“Mitsubishi Electric provides outstanding after-sales service.”
Along with speed, high quality is demanded, e.g. when eroding ejector holes for injection moulds. Nadja Suffa-Petri shows us a part with a penetration for an ejector. “We’ve rough-machined it with a start hole drilling machine and then achieved the desired precision with the wire. The resultant surface is smoother and more precise than from milling, drilling or die sinking. The ejector can thus perform its task to perfection, and the component has a higher life expectancy.” This is an application for which there’s no alternative to wire-cutting, as the technology manages greater heights practically without loss of quality. These holes cannot be neatly milled, because the machining height would cause the cutting tool to bend. Fur-
ther advantages of wire EDM are the very small or cylindrical and conical contours that the Vorwerk toolmaking department cuts as well as machining speed and economy.
Popov holds a stack of transformer sheets in his hand. “In a product’s development phase, we produce the prototypes ourselves. Among other things, we erode such precision parts for motors whose tolerance range is within two hundredths of a millimetre.” A challenging task for which the machine from Mitsubishi Electric is a match with its precision.
Suffa-Petri also stresses the operating comfort of the FA10-S Advance and demonstrates how more easily and quickly the wire is now threaded than on the previous machine. “I don’t have to stand around at the machine for ages each time. Productivity improves, and particularly when a lot of penetrations have to be cut.” This is an important point for the Vorwerk toolmaking department if it wants to perform jobs for the Kobold and Thermomix at the demanded quality and speed.
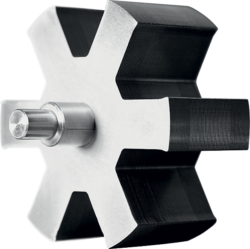
Rotor consisting of a stack of transformer sheets.
Name and place of company:
Vorwerk Elektrowerke GmbH & Co. KG, Wuppertal, Germany
Founding year:
1883
Company management:
Walter Muyres,
Reiner Strecker,
Frank van Oers
Number of employees:
About 700 at the local plant
Core business:
Direct selling of high-grade products
Vorwerk Elektrowerke GmbH
& Co. KG
Blombacher Bach 3
42270 Wuppertal
Germany
Tel +49 . 202 . 564 0
Fax +49 . 202 . 564 1301
vorwerk @ vorwerk.de
www.vorwerk.de

Foyer of Vorwerk in Wuppertal.
We keep our production department running smoothly.
Our best for your family.
We communicate more internally to find out what the customer needs. By this we mean both the end-customer and the customer on our own premises.
We want to look even further beyond the immediate horizons to find out which work processes can be simplified or combined.
Vorwerk Elektrowerke GmbH & Co. KG
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com