If you’ve been producing hose clamps in hundreds of variants and qualities for the world market for decades and using machines and dies for this that you’ve designed and developed yourself, then you know something about stamping dies. This is the expertise that Mikalor Tools & Engineering S. L. exploits in producing progressive dies for the automotive industry and domestic appliances. Since 1990, the specialists in stamping techniques, toolmaking and machine manufacture in Sant Quirze del Vallès near Barcelona have been trusting in the accuracy, reliability and flexibility of wire EDM machines from Mitsubishi Electric.
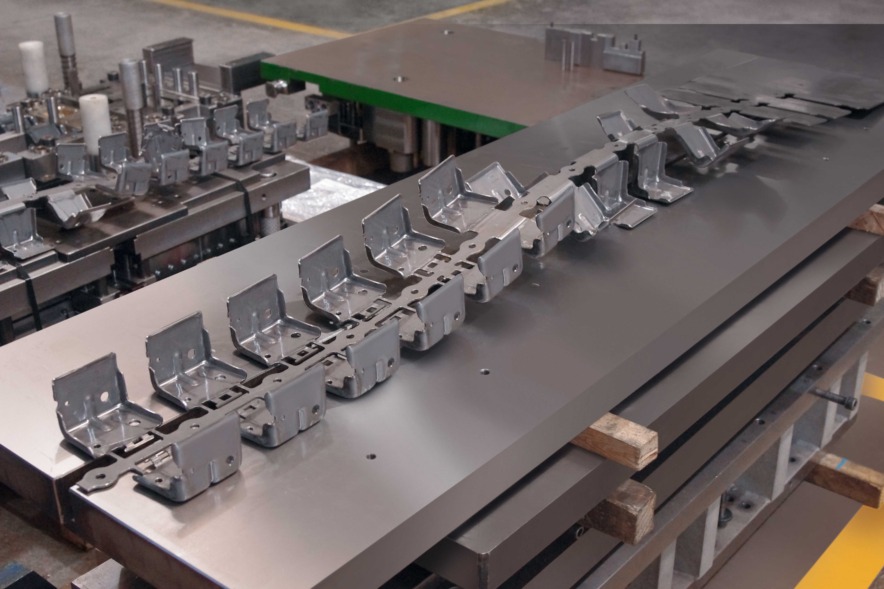
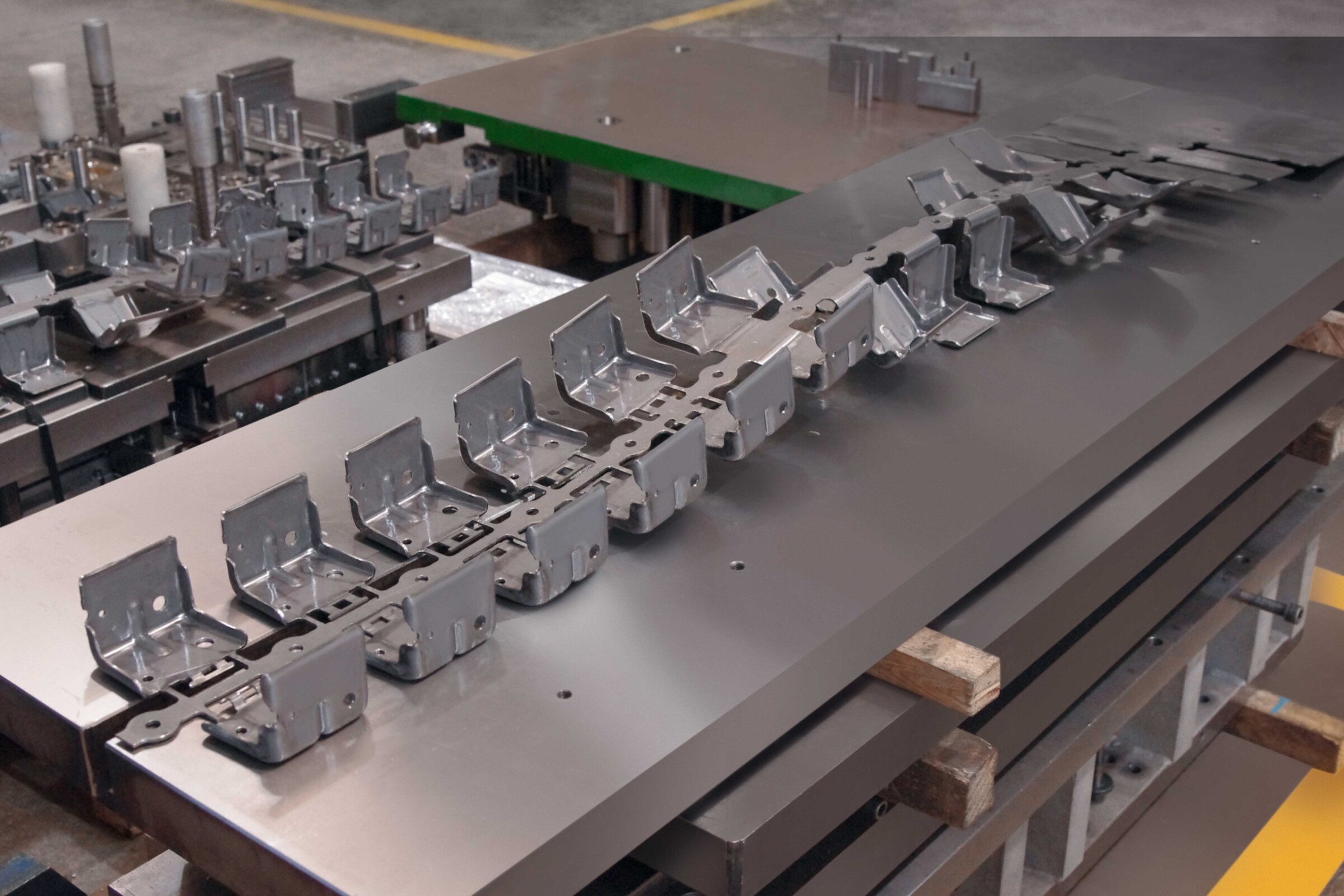
Progressive. Prototypes and replacement parts for stamping dies.
Internally developed tools in hundreds of variants.
Today’s Mikalor Tools & Engineering S. L. was originally the toolmaking and machine manufacture department of a press and stamping plant. The latter still produces a comprehensive range of fastening elements and hose clamps for global demand in series of several millions each year. The toolmaking and machine manufacture department was spun off in 1982 initially under the name of Mymsa Matrices y Máchinas S. A. The company has been located at Sant Quirze des Vallès since 1987. At first responsible solely for meeting the internal needs of the press and stamping plant, the then 15 employees at Mikalor started marketing their services externally in 2006. Today the toolmaker and machine manufacturer with its 30-strong workforce provides a complete spectrum of engineering services. For the press and stamping plant, it builds high-productivity special machines with the associated stamping dies and assembly tools for the complete production of hose clamps from the original coil. For external customers, the stamping specialists, working from the drawing of the required component, design complex stamping dies. To this end, they design and produce the components and assemble them into complete stamping dies. These they test and optimise on their own sampling presses. In most cases these are multi-stage progressive dies for punching, forming and cutting components out of a metal sheet. With these stamping dies, makers of cars and domestic appliances and their component suppliers produce sheet metal parts in large series. In the automotive industry, these are often safety parts, among other things for brakes and the chassis & suspension system.

Highly satisfied with the current technology, Xavier Montaner values the greater flexibility and optimised precision of the MV1200R wire EDM machine.
“Our toolshop is geared for the highest quality and extreme flexibility. In the last two decades, we have acquired a very good reputation,” says Xavier Montaner Garcia, adding: “Vehicle manufacturers and major component suppliers usually involve us very early on in the development of new components. We therefore mainly design and build prototypes.” He has taken over the management of the firm for toolmaking and stamping from his father. Along with prototypes, the toolmakers at Mikalor often produce replacement parts. These are required specifically for the stamping dies and assembly tools that produce hose clamps with high productivity and complete automation on the machines developed at Mikalor. Depending on the sheet metal material being processed, certain parts of the dies and tools can wear very quickly. “For this product spectrum, we have to work extremely flexibly. Prototypes repeatedly call for innovative ideas and new technologies. When it comes to replacement parts, on the other hand, our customers always expect the shortest possible delivery times,” Montaner explains.
High productivity and full automation.
Montaner knows all the ins and outs of stamping. He first trained as a toolmaker at the company and already has 20 years of experience of working with wire EDM. He tells us that the production technicians at Mikalor opted for wire-cutting machines from Mitsubishi Electric back in the Nineties. “It turned out that these machines could be programmed more easily and with greater precision. Another advantage over the machines of the competition was that they were the first to store NC programs on floppy disks. This way we were able to work much more flexibly in carrying out repeat orders, particularly for replacement parts,” Montaner reports. The innovative machine strategies of Mitsubishi Electric soon demonstrated their superiority and have met all expectations. Because of the special interpolation software, circles, radii and free forms could be cut with much greater contour accuracy, Montaner stresses, adding that the wire-cut EDM machines from Mitsubishi Electric also offered a better cost-benefit ratio. This is the reason why the toolmakers in Sant Quirze have repeatedly bought the latest machine generations in the years since. Some of them are still working with great reliability and precision today on a daily basis. The production specialists at Mikalor thus have comprehensive experience of all machine types of the FA, FX, BA and QA Series of Mitsubishi Electric.
Experienced toolmakers appreciate innovative technology from Mitsubishi Electric.
A few months ago, Mikalor consequently extended its machine park to include an MV1200R wire-cutting machine and an EA28V Advance die-sinking machine from Mitsubishi Electric. There were many reasons for this investment. In its current generation of wire EDM machines, Mitsubishi Electric is consistently building on its forward-looking innovations while retaining certain proven features. Montaner therefore stresses that the MV1200R is more flexible again in operation. On the basis of the experience of its first few months in service, it works extremely reliably. This also applies to the wire threader. In the water tank, the machine always finds the break point and re-inserts the wire dependably. Montaner: “The reliable wire threader not only saves time but also makes operator-free machining possible – into the night shift, for instance. This extends our effective working hours and enables us to shorten delivery periods and boost our flexibility.” At Mikalor, the toolmakers work from Mondays to Fridays from 7 am to 7 pm, and on Saturdays from 6 am to 2 pm.

For over 25 years, the stamping die makers at Mikalor have been appreciating the consistent on-going development of wire EDM machines from Mitsubishi Electric that improve from one generation to the next.
The innovative drive with Tubular Shaft Motors improves the precision of the MV1200R. As Montaner emphasises, different goals can be achieved by carefully balancing the parameters for current and wire and feed speeds. One can either minimise machining times and achieve adequate precision. Or one aims for maximum precision and accepts slightly longer machining times. In the ‘high-precision cutting’ mode, we can process an additional class of workpieces for which special standards of precision are demanded,” Montaner explains. The new generator technology is responsible for high surface quality while additionally reducing wire usage. These outstanding features result in shorter machining times and more flexible processes at Mikalor. Comparisons with the predecessor models of the FA Series have shown that for many workpieces only one or two fine cuts are necessary after the rough cut on the MV1200R to achieve the demanded high quality of surface finish. This is often up to 30 per cent faster than the previous production process.

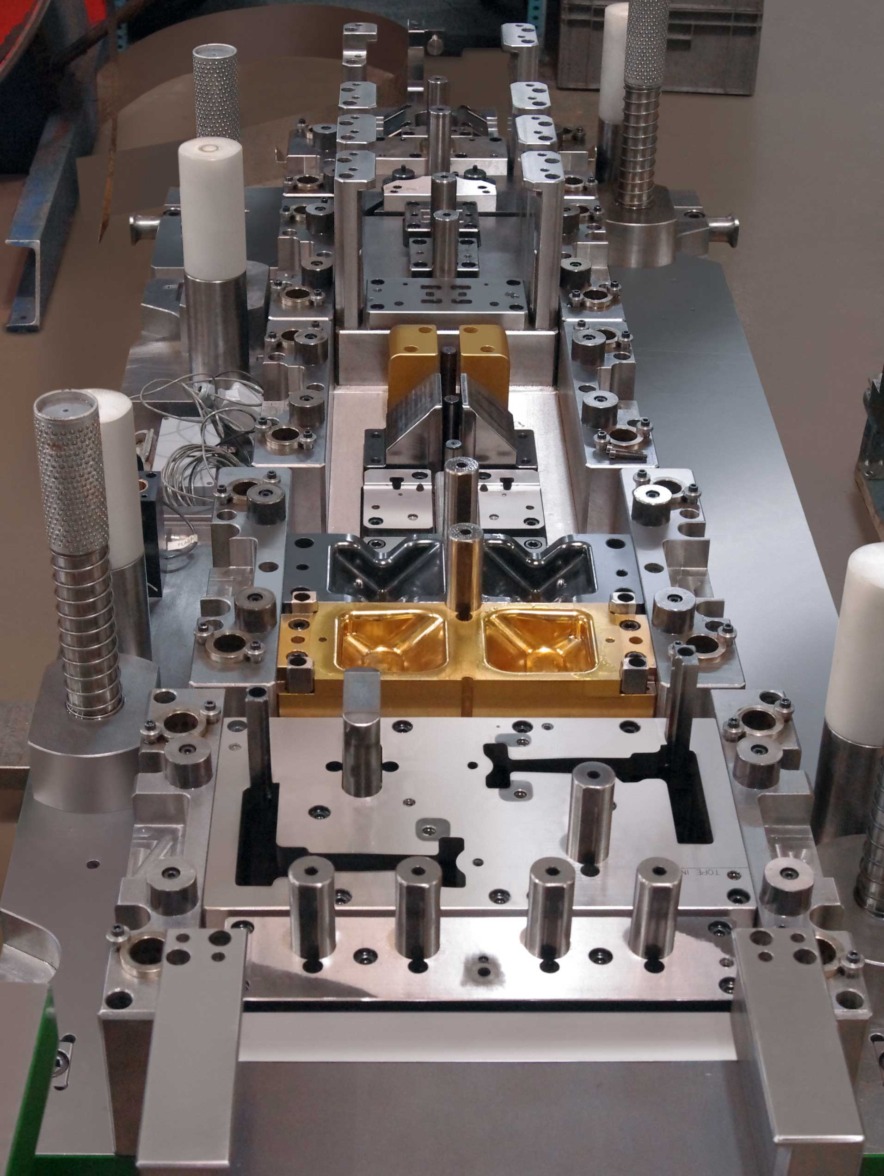
With just a few cuts, the precise and quick MV1200R wire-cutting machine produces hardened components of high surface quality with even the tiniest geometries.
Time savings of up to 30 per cent.
Mikalor had no difficulty integrating the new MV1200R wire-cutting machine. As Montaner stresses, the basic operating functions of the new generation are identical to those of the earlier machines and controls. The already high standard of user comfort has been improved on again. This meant that skilled operators were able to work productively at the MV1200R from the word go without any further training. At Mikalor, the processed workpieces are designed on the basis of components on a 3D CAD system, and the NC programs for wire erosion are generated with MasterCAM and transferred to the machines via a DNC network. The programmers also set up and operate the wire EDM machines and therefore have a complete grasp of the technology. With their thorough knowledge, they are able to optimise the technology parameters and the machining process. And it is this knowledge that they repeatedly bring to bear during programming. In addition to permitting a smooth changeover from one generation to the next, the MV1200R reveals another advantage after a few weeks, in that it is economical with wire. Montaner stresses: “Compared to the FA Series, the MV1200R needs only about half as much wire.” Given the usual machining time of three to five hours for a workpiece, the 10 kg wire spool on the MV1200R only has to be replaced after about 40 hours. The significantly reduced consumption of filters and resin for water treatment also contributes to cost-effective operation.

Xavier Montaner Managing Director Mikalor Tools & Engineering S. L.
High-quality and flexible all-round service from design through to the ready-to-use tool have given the company a unique market position.
One very compelling reason for choosing Mitsubishi Electric again and again in Montaner’s view is the machines’ high availability. This is made possible by the extended maintenance intervals owing to the low consumption of filter inserts, ion-exchange resin and wire. Secondly, Montaner believes that the high quality at Mitsubishi Electric results in minimal downtime. By quality he means not only the machines themselves, but also the competent and rapidly available service. His regional contact is machine dealer MATEC located in nearby Sant Cugat del Vallès. “The employees there have a broad range of technical knowledge and are always up to date with their expertise. They give us expert advice at short notice and train our staff if necessary,” says Montaner summing up his experience with after-sales service. These in all respects positive business relations with Mitsubishi Electric have prompted him to buy an EA28V die-sinking machine, which is equipped with an automatic electrode changer. Montaner confirms that this machine exhibits the same outstanding attributes as the wire-cutting machines from Mitsubishi Electric: reliable, precise, quick and extremely comfortable to operate. It was its operation, which makes use of comparable graphics and dialogues at the control’s display, that pushed the decision in favour of Mitsubishi Electric. “When die-sinking, we benefit from the same high programming and operating comfort of the mature control technology from Mitsubishi Electric as on the wire-cutting machines,” Montaner adds. In the die-sinking process, the toolmakers at Mikalor can therefore effortlessly apply their existing expert knowledge and flexibly machine high-grade components for stamping dies with high productivity.
Name and place of company:
Mikalor Tools & Engineering S. L.
Spain
Founding year:
1982
Managing director:
Xavier Montaner
Number of employees:
30
Core business:
Progressive dies for the automotive industry and domestic appliances
Mikalor Tools & Engineering S. L.
Pol. Ind. del Sector S.O.
Calle Mallorca, 31–33
Apartado 34
08192 Sant Quirze del Vallès, Barcelona
Spain
Tel +34 93 721 35 75
Fax +34 93 721 51 29
xmg@mikalor.com
www.mikalor.com
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com