In an interview with Profile, Stefan Kunz, Head of Micro EDM at Fraunhofer ICT-IMM, tells us about his many years of experience in micro machining – a process with a future.
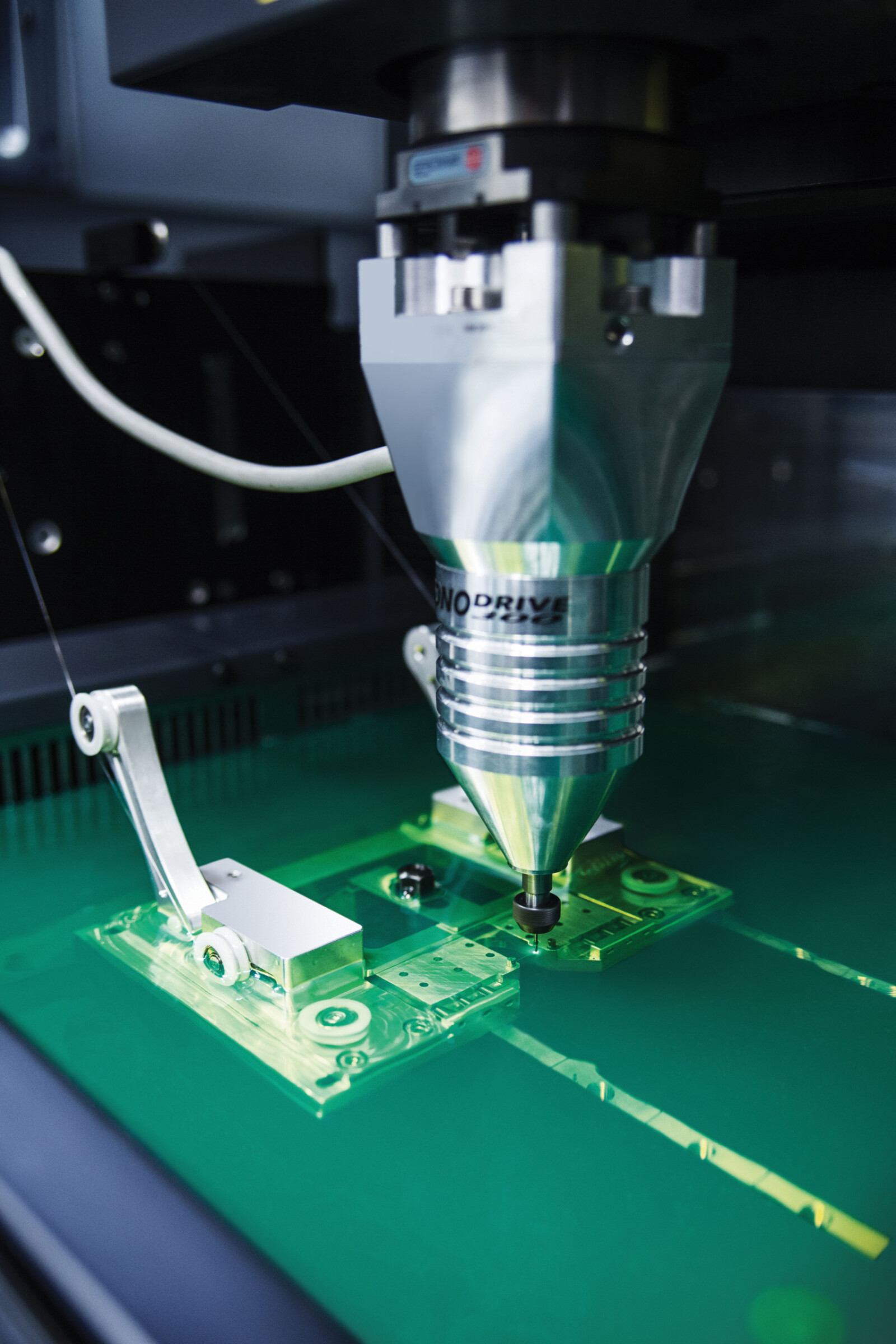
Since the Sonodrive 300 offers high precision rotation and the advantage of high-frequency vibration, it facilitates time savings of 40 to 50 per cent over conventional spindles.

Stefan Kunz, Head of Micro EDM at Fraunhofer ICT-IMM
The Sonodrive 300 can be used in die-sinking EDM in combination with a wire-cutting fixture in the produc-tion of electrodes for the micro range.
Components with diameters of 20 to 30 micrometres

With theMicroVibe300 vibration unit, Fraunhofer ICTIMM machines tiny structures at great depths.
Diameter of a human hair 40 to 120 micrometres
We evaluate these machines and try to identify problems so that they can be remedied before market launch.

There are also benefits for – for micro ram EDM – “larger” electrodes.

Fraunhofer ICT-IMM aims to roll back the process boundaries of die-sinking EDM by using the Sonodrive 300 vibratory drilling spindle.
Name of company:
Fraunhofer ICT-IMM
Head of Micro EDM:
Stefan Kunz
Fraunhofer ICT-IMM
You can never rule out challenges. They can involve satisfying the aspirations of the market and running up against the limits of current machine technology over and over again. Meeting a challenge therefore means constantly operating at one’s limits and developing machines accordingly to meet the needs of the market.
Essential for this is dependable machine technology. Plus clamping devices, high-quality electrodes with high dimensional accuracy and stable parameter settings so that the machines yield uniform results throughout the process. The operator himself also is a key factor and, on the basis of my experience, is responsible for 50 per cent of quality.
Of course, but in the course of development, progress in human medicine, for instance, may become important alongside processes and profitability. If there’s no other method and a component is urgently needed, economic factors take a back seat.
It is our aim to realise bores smaller than ten micrometres and extreme depths. In addition to this, we also want to reduce process times. And extremely small bores have to exhibit the required quality as well. These goals are achievable with the right balance of equipment and components. It would be great if machine manufacturers were to liberate potential by adapting their machines to such processes. Physics obviously sets limits – in terms of strength, for example. But this is a problem that we may be able to circumvent with new materials.
At the moment we’re modifying die-sinking machines more specifically for micro machining. We would be aided in this if Mitsubishi Electric were to adapt its generator technology and the drive and control equipment of its machines to micro machining. If they did, and by resorting to the Sonodrive 300 vibratory spindle, we would be able to roll back the process boundaries.
A hardness testing pin is a dimensionally stable stylus with very narrow tolerances that tapers at the tip. By producing hardness testing pins with EDM, we can use a harder material and, unlike with micro grinding, achieve identical results every time. Customers therefore benefit from the fact that, even if the pin breaks, they only have to calibrate their measuring instruments once.
We produce this dual measuring probe with EDM-based micro turning. The challenge was to have to design a high-grade special fixture for this. The latter has two calibrationballs that measure and check small to microscopic threads on a wire EDM machine with a rotating spindle. Not only the thread, but also the measuring device has to be dimensionally accurate. The balls’dimensional variation ranges from 0.98 to 1.1 micrometres. The results are reproducible.
In micro electrical discharge turning, the workpiece rotates in a standard wire EDM machine on an additional axis perpendicular to the wire. No mechanical forces are applied to the component. This way, extremely small components can be fabricated with results reproducible within very narrow bounds. The advantage over conventional machining processes is the higher quality of cut. In addition, it is possible to machine harder metals with this method. Even back-cuts are possible – something that’s inconceivable with conventional machining. What’s more, it’s impossible to reliably grind, turn or millcomponents with a diameter of 20 to 30 micrometres – by comparison, a human hair is 40 to 120 micrometres thick. Under the forces applied by the tool, they would snap straight off.
The solution mainly involves optimisation of the parameter settings and of the overall production strategy. It is based on the number of recuts and the mutual coordination of the various recutsin terms of parameter settings and offset.
One example of its use is in medical technology. In classical machine construction, there is a trend in certain areas towards smaller components. This won’t become widespread there, but certain companies will be specialising in the production of micro parts.
Yes. On a wire-cutting machine from Mitsubishi Electric, we use wire with a diameter of 0.05 millimetres. This is a process that calls for high machine versatility.
Drilling spindles are used for micro drilling. The Sonodrive 300 vibratory spindle offers high-precision rotation and additionally the advantage of high-frequency vibration, enabling it to achieve time savings of 40 to 50 per cent over conventional spindles. In tests, we’ve even recorded a reduction in machining time of up to 60 per cent. The process also renders superfluous the rotation of the Z axis and conventional drilling spindles and makes it easier to remove the eroded particles from the bore. The Sonodrive 300 is of interest to users who mass-produce micro-structured precision components by die-sinking EDM. We also use the vibratory spindle in the die-sinking machine together with a wire-cutting fixture in the production of electrodes for the micro range.
TheMicroVibe300 only vibrates on the Z axis. We’ve designed it for difficult electrical discharge conditions, with the emphasis on the frontal operative face of the electrode in relation to sinking depth. With this vibration unit, it is possible to machinetiny structures at great depths. In addition, by using the MicroVibe300 we’ve managed tohalve process times while optimising reference machining operations at the same time.
We at Fraunhofer ICT-IMM evaluate these machines and try to identify problems so that they can be remedied before market launch. The benefits to the customers of Mitsubishi Electric are obvious.
Head of Micro EDM
Fraunhofer ICT-IMM
In an interview with Profile, Stefan Kunz, Head of Micro EDM at Fraunhofer ICT-IMM, tells us about his many years of experience in micro machining – a process with a future.

Stefan Kunz
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com