Sistmolding Srl was founded only in 2012, but was already one of the front runners in its sector, as it is the continuation of a family business that was established in the precision mechanics sector in the 1950s. Over the years, it adapted to market requirements and focused on mouldmaking and the injection-moulding of thermoplastics, specialising particularly in medicine, electrics and electronics.
The common denominator: Difficulty.
Today’s Sistmolding is devoted to the development of new products, the design and construction of moulds, and injection moulding itself, as Cristiano Lippi, head of the technical department, reports: “Today’s production reality came about through the strong determination to complete a process of change based on the idea of putting our ten years of experience in the service of a modern and flexible company that is equal to the challenges of an increasingly global, dynamic and discerning market. Our mission – Giving Life to Ideas – is the driving force behind our daily commitment. This is not just a slogan, but the attitude with which we approach each project with passion and the will to innovate. Sistmolding is capable of manufacturing technically sophisticated products of high aesthetic value. Our important role is to support the customer in conducting feasibility tests for new products while taking care to optimise the moulds for industrial production in terms of quality and costs.”
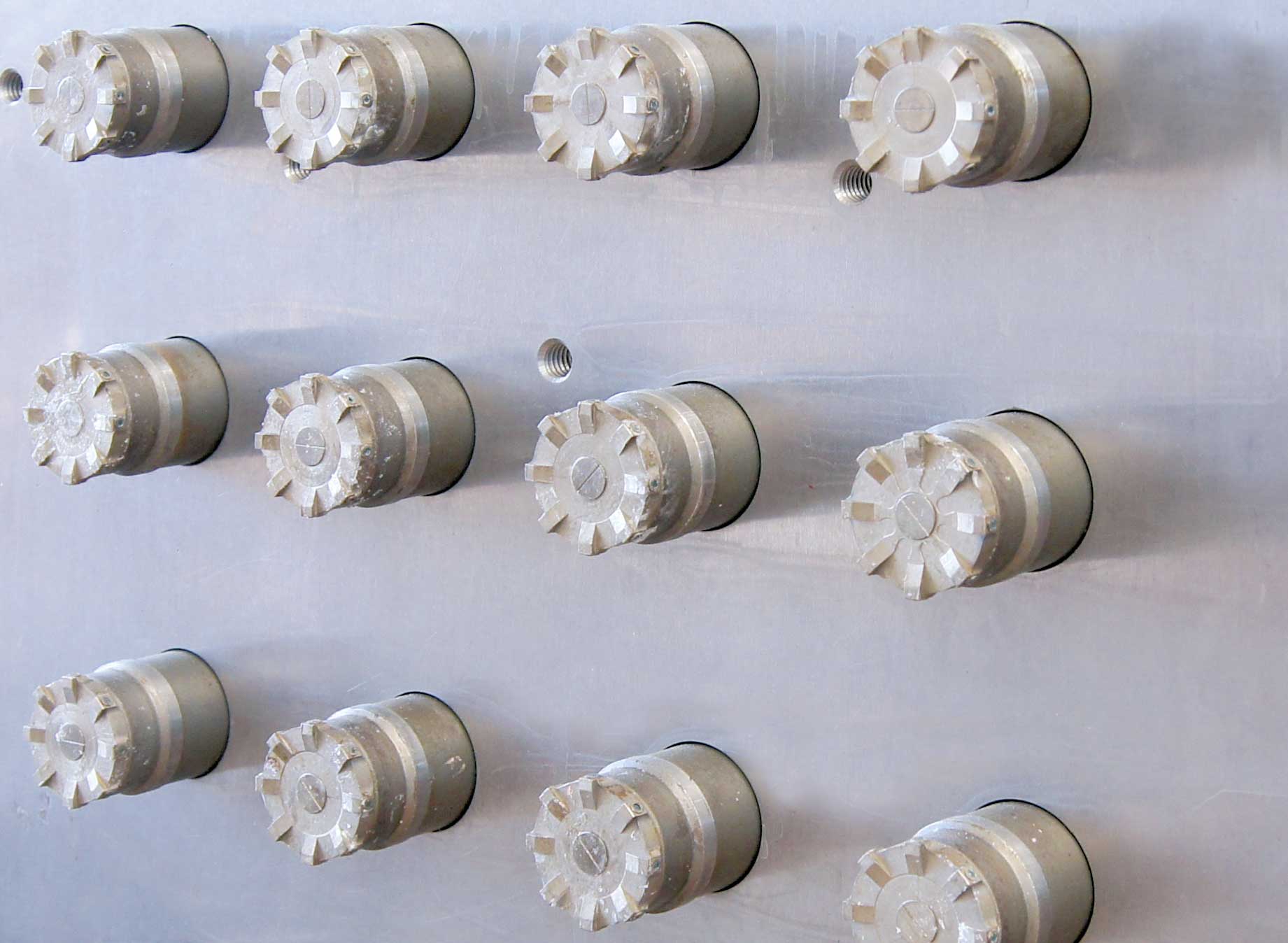
The hot-runner injector invented by Sistmolding to eliminate costly and bulky sprues.
Sistmolding comprises two plants. The plant in Pomezia (Rome) accommodates the toolshop for the design and construction of moulds, while the plant near Albano Laziale is where injection moulding is carried out. Sistmolding produces high-precision moulds that are exceptionally wear-resistant and maintenance-friendly. This makes them ideal for mass production, as the customer can rely on a long service life, superlative repeat accuracy and the assurance of millions of strokes. The moulds are usually made of stainless steel, and the materials employed and heat treatments are all certified. Sistmolding is capable of producing multi-cavity moulds with electronic process control for co-moulding, high-pressure polyurethane and thermoforming.
Mitsubishi Electric’s EDM systems are an indispensable resource for high-precision machining.
Giving Life to Ideas.
The two areas in which the Roman company operates confront the toolshop with constantly new challenges in the making of moulds that are becoming increasingly productive as well as increasingly complex and machine-like – with specially developed extractors, slides and control systems. Nor is there any lack of inventions, such as the hot-runner injector with 8 outlets per mould and with a total of 128 plungers and minute dimensions: “The traditional suppliers of hot runners make them too large for our requirements and produce sprues whose weight and size exceed those of our in most cases small or very small components. In addition to producing expensive waste, these sprues also create a disposal problem. Our mechanism eliminates this disproportionality and improves the performance of the mould that is capable of producing hundreds of parts in a single cycle. An example of this is an intravenous catheter cannula holder. The item itself is not valuable (it is a disposable article), but, like almost all moulds that we design, it has to satisfy all special requirements. These start with the very tight tolerances which are difficult to achieve with polypropylene, although this is the material that the medical sector has chosen because of its high cost-effectiveness. Unlike industrial polymers, it is distinguished by a certain degree of shrinkage after injection moulding and by compliance with tolerances of hundredths of millimetres at the holes, it is less stable and precise (than the more expensive polycarbonate), which makes the matter really difficult! On plastic-needle and needle-cannula couplings, maximum precision is also demanded. They have to withstand pull-out forces of several kilos, a widespread phenomenon in hospitals. If therefore the tolerances are not met, the components cannot be plugged into one another and are useless in practice because they slip out and the liquid escapes.”
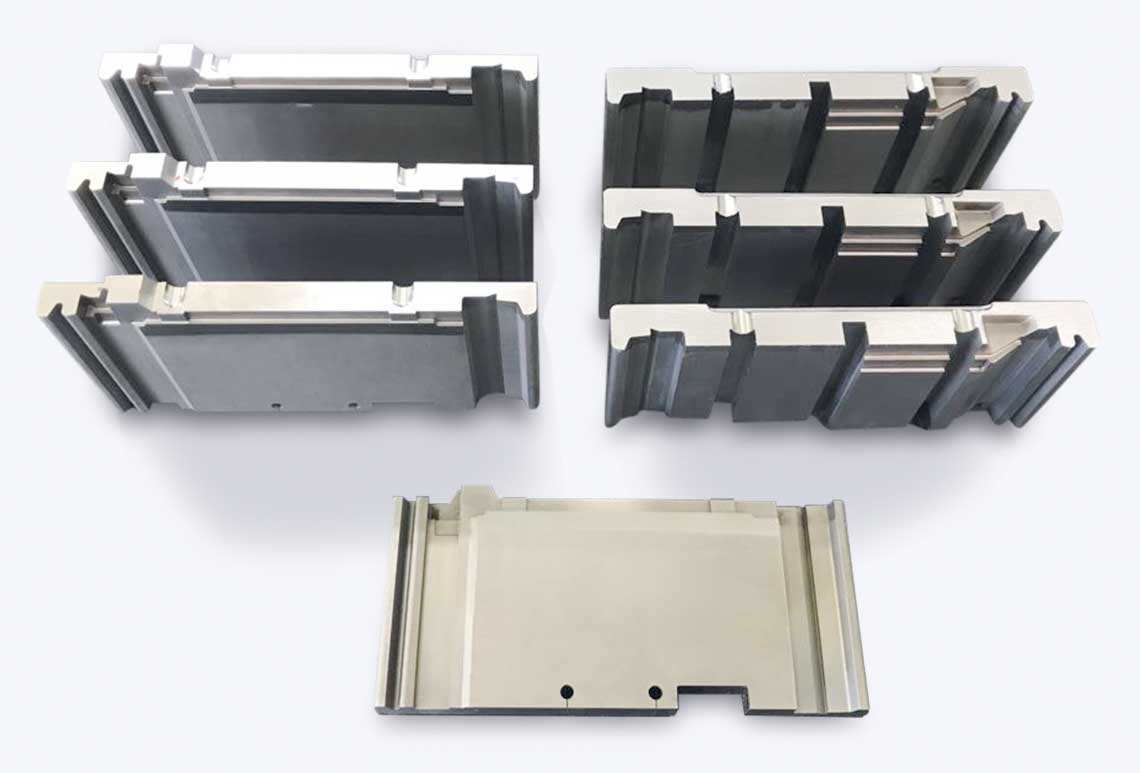
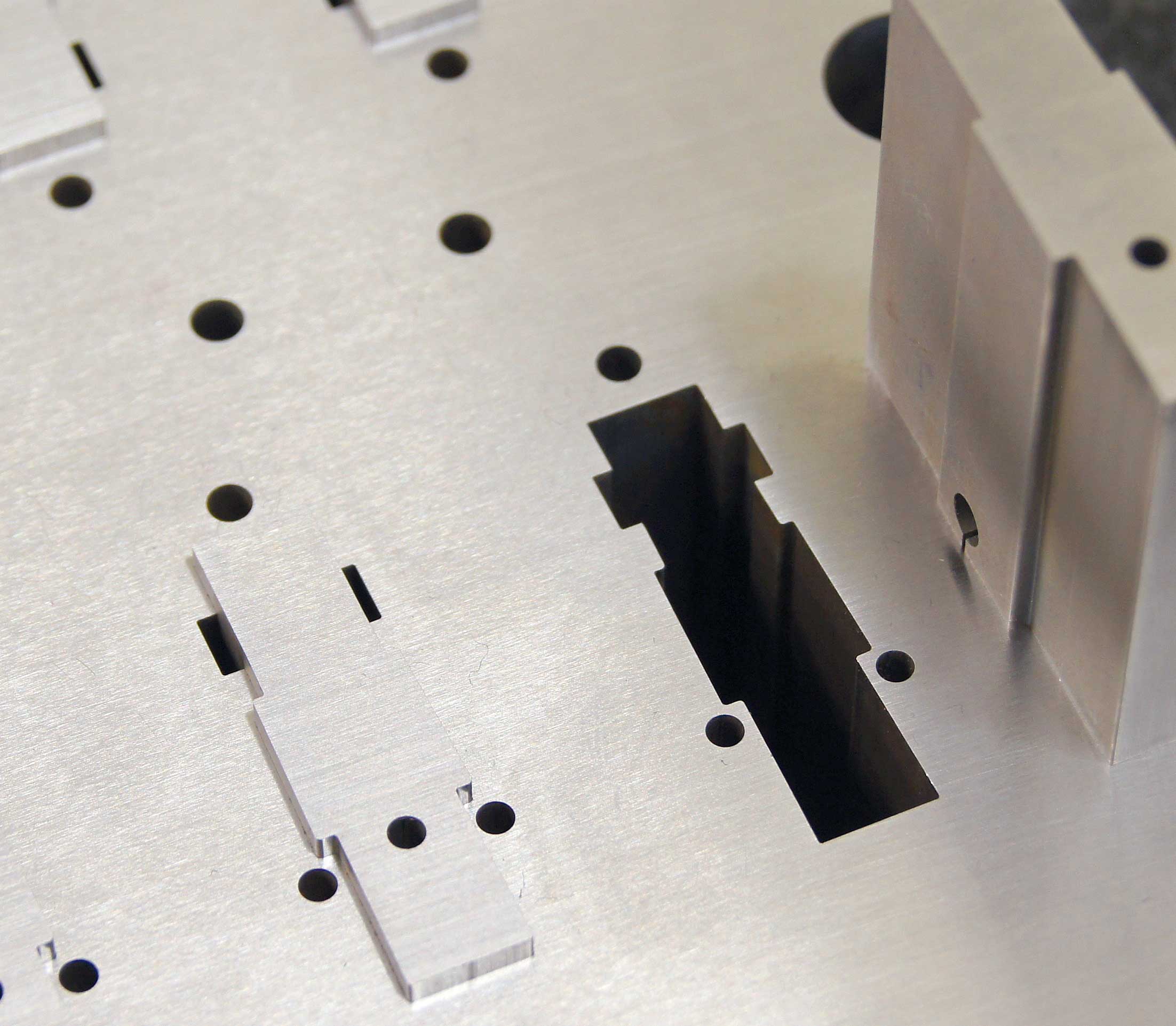
Mould inserts produced on the NA1200 Essence and EA8PV Advance.
There’s never a shortage of problems that have to be solved – and they are never trivial. Sistmolding cooperates closely with multinational companies that demand different technical specifications, depending on the destination country. Long before the moulding process can start, the Roman company’s product development engineers together with the customer play an important part in finding beneficial and intelligent solutions. A high degree of difficulty these days is the common denominator for all sectors of industry: who would ever have imagined that moulds for conventional circuit breakers would call for such extreme accuracy? Problems could arise on the assembly line where the internal circuits all have to be inserted in confined space and deep ribs. If anything fails to fit the complex geometry, the assembly line grinds to a halt – one can easily imagine how costly this could be.
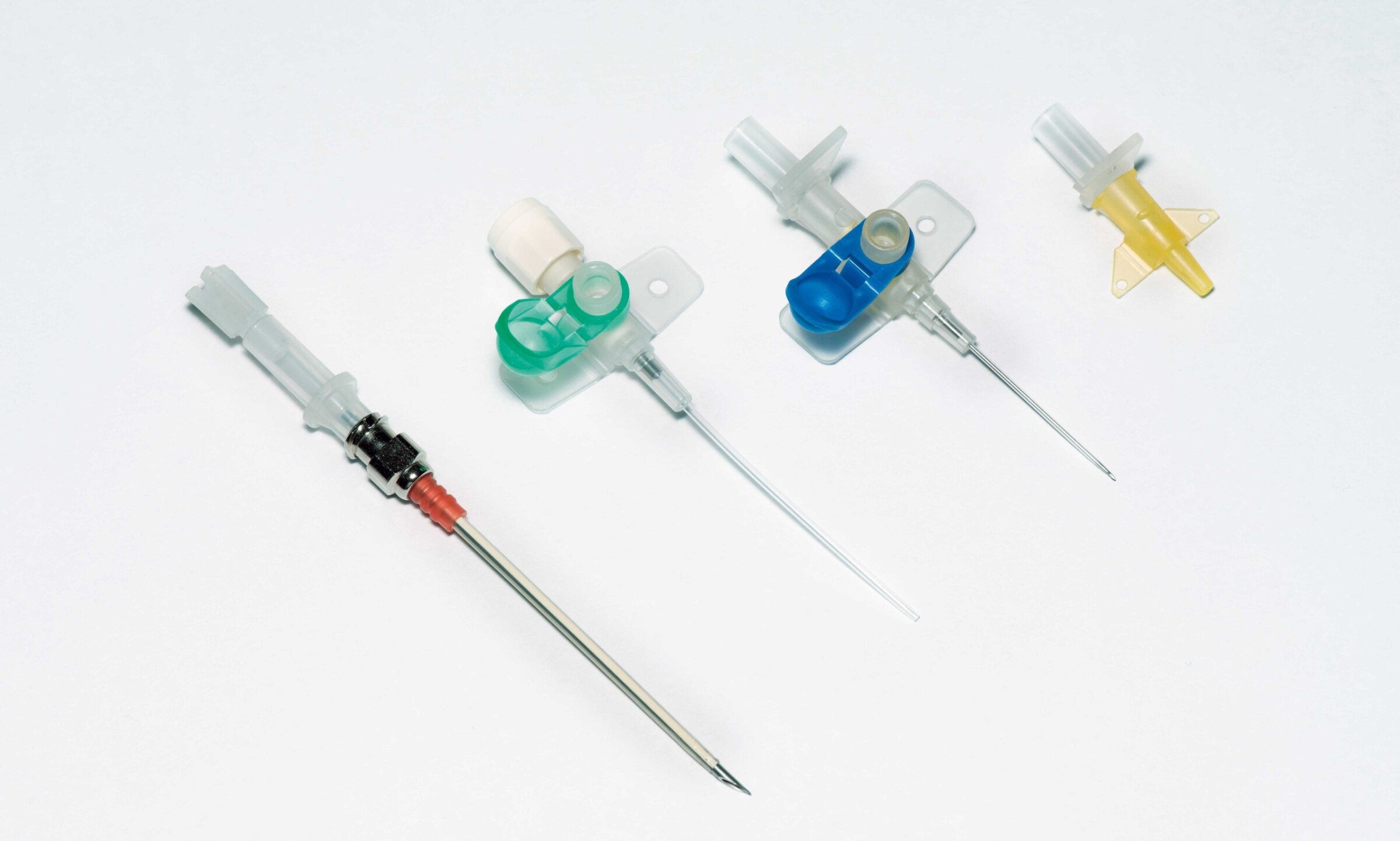
Mitsubishi Electric’s EDM systems play the leading role in the production of catheter moulds.
Cutting time and cost without compromising on quality.
In addition to numerous turning and milling centres, the toolshop has a truly extensive EDM section with numerous Mitsubishi Electric wire-cutting and die-sinking machines so that the company also performs EDM services under subcontract. Alessio Lippi runs the toolshop and is already the third generation to work for the company: “We’re familiar with the advantages of EDM. These are better results combined with precision, the possibility of cutting highly complex shapes with excellent and homogenous surfaces, and radii and micro-holes that are impossible to produce in any other way. With each product of its broad product range in this sector, Mitsubishi
Electric is among the leaders and we can confirm this every day with everything that we do with these machines. Particularly when it comes to producing highly intricate parts or machining tough steels with deep ribs or tiny details, the Mitsubishi Electric machines are an indispensable resource for high-precision production operations. The machines run smoothly and maintenance is minimal and plannable. Once they are programmed, the machines simply keep on running without an operator having to monitor them.”

Medical instruments – produced with the Mitsubishi Electric FA20.
There isn’t a Sistmolding mould without parts produced by EDM: “Our design philosophy is based on inserts. Each mould holder is virtually identical, while the mould changes each time with the geometry of the part shaped by the inserted blocks. This standardisation process enables us to exploit considerable synergies. The toolshop is in a position to generate new moulds by inserting a single metal block; we can thus build a pilot mould in a matter of hours – also thanks to our extremely well-equipped toolshop. Instead of the usual rendering, the customer can inspect his component in its final form very early on.”

Die-sunk and polished nozzle – cut open for test purposes.
Two Mitsubishi Electric machines stand out from the rest, the EA8PV Advance and the NA1200 Essence. Alessio Lippi: “The die-sinking machine is notable for its programming speed, its absolute precision and the mirror-like surfaces that it guarantees us. It keeps to the set tolerances without deviating by as much as a hundredth of a millimetre. The machine was purchased for a job concerning a medical system for replacing the lens of the eye (cataract operation), including the moulding of the lens and the surgical equipment for implantation. In short, the demanded precision was extreme. Manual polishing was to be avoided at all costs as it could slightly modify the surface of the tiny lens. The NA1200 Essence new wire-cutting system, on the other hand, was purchased to produce a T-shaped pin measuring 0.4 x 0.7 x 70 mm. It is distinguished by tiny closure radii of 0.7 hundredths. We used 0.1 mm wire with a special technology so we could maintain parallelism over the entire length. In this phase the supplier Overmach supported us through local agent Sicomut Sud, which was also responsible for after-sales service. Today we can say it’s the machine we use most. Whatever job we set up on it, we can be sure there won’t be any surprises.”
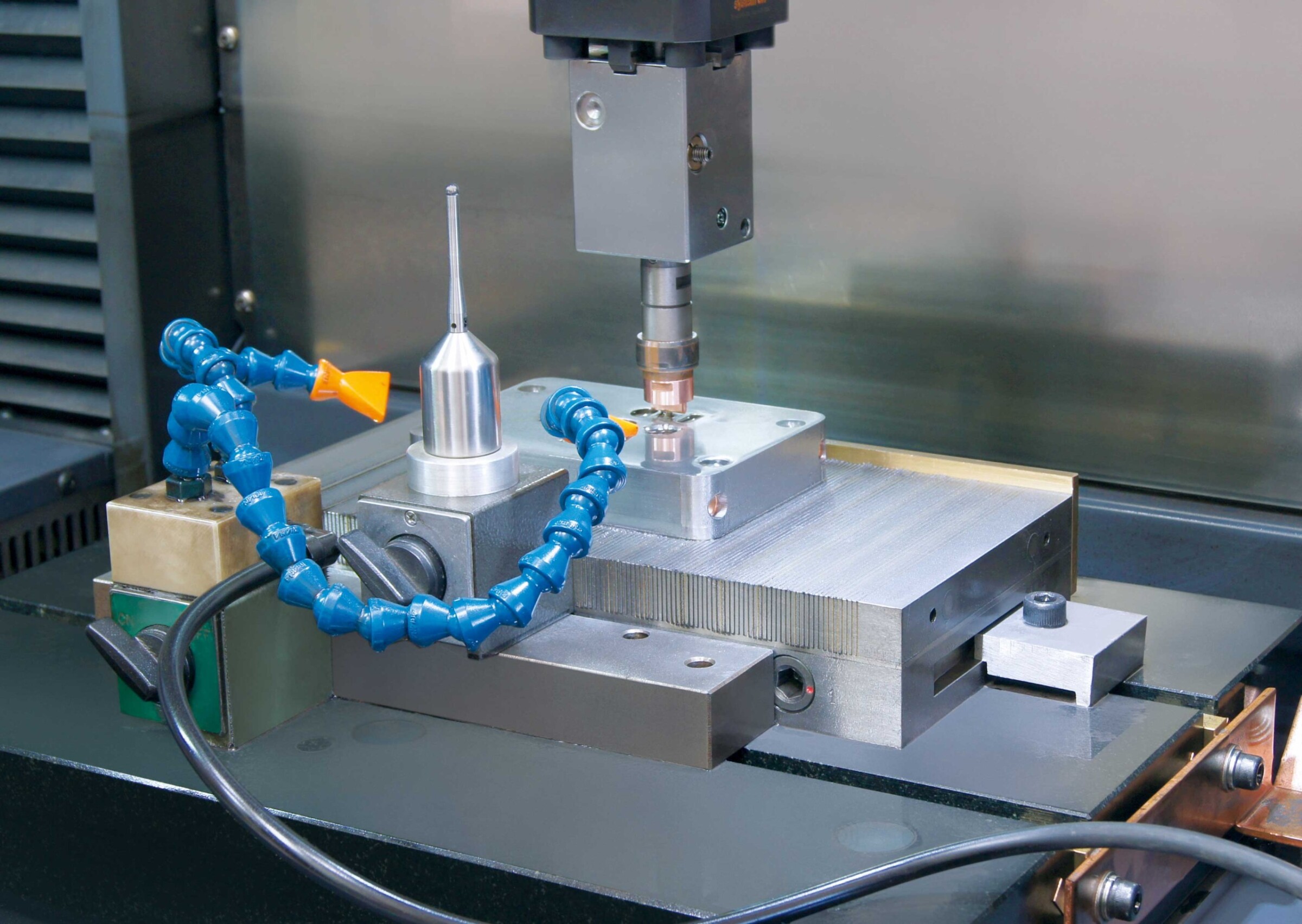
Production planning on the Mitsubishi Electric EA8PV Advance.
The EA8PV Advance is productive, precise and reliable. Mounted in a cast-iron frame, it makes use of digital drives and optical scales on the X-, Y- and Z-axes with a resolution of 0.1 µm. Working together with several temperature feelers installed in the machine the Advance CNC control corrects heat-related drift in real time. In addition, the 3D data can be processed straight from the CAD application and used for direct programming. Electrode replacement is inclusive, while the C-axis can be programmed as-standard to up to 30 rpm.

Sistmolding’s toolshop is notable for its EDM section with numerous wire-cutting and die-sinking machines from Mitsubishi Electric.
The Mitsubishi Electric machines are an indispensable resource for high-precision production operations.
Alessio Lippi, toolshop manager at Sistmolding Srl

The benefits of EDM.
The EA8PV Advance model, which commands its place in the Sistmolding toolshop thanks to its equipping with a special technology package, has been developed by Mitsubishi Electric specifically for high speed, exceptional precision and maximum user comfort. The broad array of technology includes a fully-fledged CAM system integrated in the machine – and owing to its versatility and intuitive use, the technicians at the Roman company often happen to prefer it for programming over the CAD/CAM system in the engineering office.

Sistmolding Srl
Name and place of company:
SISTMOLDING Srl
Italy
Founding year:
2012
Core business:
Mouldmaking and the injection-moulding of plastics for medicine, electrics and electronics
SISTMOLDING Srl
Technical Office
Via Sassuolo snc
00071 Pomezia RM, Italy
Tel +39 06912 2221
Fax +39 06916 02654
tecnico@sistmolding.it
sistmolding@pec.it
Head Office
Via Catania, 5
00041 Albano Laziale RM, Italy
Tel +39 06933 9031
Fax +39 06934 0943
info@sistmolding.it
sistmolding@pec.it
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com