“How can we help our customers develop further and ultimately develop ourselves?” This question has been the prime motivation of PTM Präzisionsteile GmbH Meiningen for a long time – and ultimately resulted in the decision to add an MV2400R Connect wire-cut EDM machine and a start 43Ci EDM drilling machine to the company’s machinery.
 “We started out purely as a machining company,” says Managing Director Thomas Wald, outlining the beginnings of PTM Präzisionsteile GmbH Meiningen. Today, the focus is still on complex and challenging turned and milled parts, which the jobshop produces to customer drawings. Founded in 1994 by former employees of the Robotron company, PTM was soon able to attract clients from the medical technology, laser and instrumentation sectors. “For these customers, it made sense to expand our range of processes,” says Wald – always keeping the question quoted at the beginning in mind. Thus, the firm’s equipment consisting of lathes and milling machines was extended to include an electroplating plant for anodising aluminium. In the following years, this was supplemented by various services such as component assembly, precision cleaning and the laser marking of components. “This way we are able to efficiently combine various fabrication processes and services, thus setting ourselves apart from the classic providers of turning and milling services. Most of all, customers appreciate the in-house surface treatment because this ensures rapid throughput and high quality,” Wald stresses.
“We started out purely as a machining company,” says Managing Director Thomas Wald, outlining the beginnings of PTM Präzisionsteile GmbH Meiningen. Today, the focus is still on complex and challenging turned and milled parts, which the jobshop produces to customer drawings. Founded in 1994 by former employees of the Robotron company, PTM was soon able to attract clients from the medical technology, laser and instrumentation sectors. “For these customers, it made sense to expand our range of processes,” says Wald – always keeping the question quoted at the beginning in mind. Thus, the firm’s equipment consisting of lathes and milling machines was extended to include an electroplating plant for anodising aluminium. In the following years, this was supplemented by various services such as component assembly, precision cleaning and the laser marking of components. “This way we are able to efficiently combine various fabrication processes and services, thus setting ourselves apart from the classic providers of turning and milling services. Most of all, customers appreciate the in-house surface treatment because this ensures rapid throughput and high quality,” Wald stresses.

Managing Director Wald always sees the extra services as a means of strengthening the core activities of turning and milling. Against this background, PTM initiated an extensive investment package in 2019 in order to increase production space by a further 600-plus square metres and expand the machine park. Wald then contacted his customers again: “I wanted to know what they were still missing in our portfolio, and what would benefit them and move us forward as a company.”

Colour spectrum of the anodising plant
It soon transpired that many customers saw EDM as an exciting addition. So Wald decided to supplement his machine park with an MV2400R Connect wire-cut EDM machine along with the start 43Ci EDM drilling system from Mitsubishi Electric.
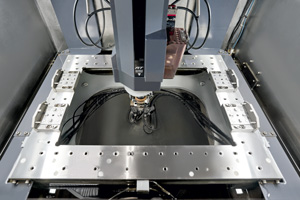
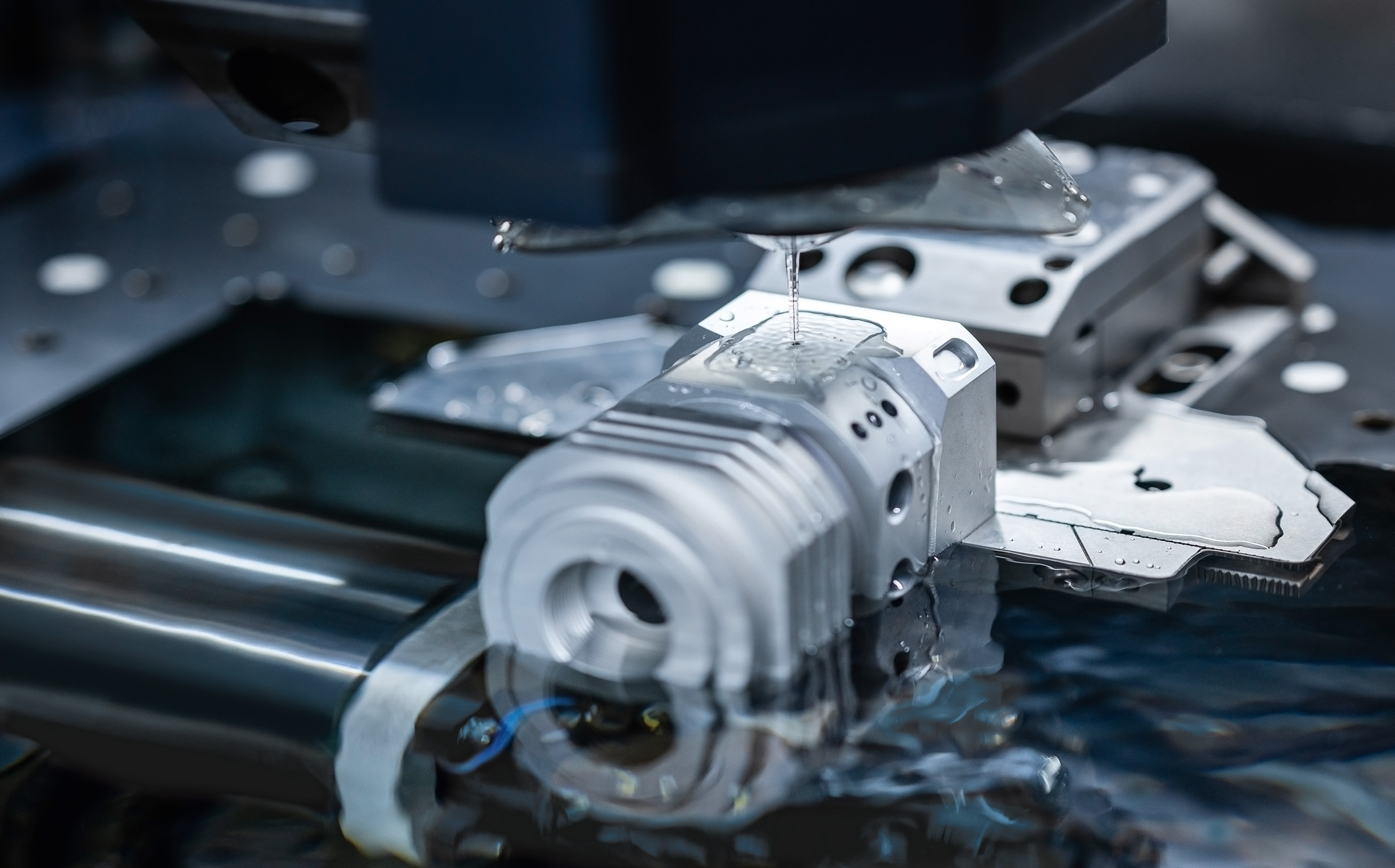
MV2400R Connect wire EDM system in operation
“I knew the Mitsubishi EDM machines from my previous employer,” explains Eric Hommel, assistant to the production manager. He was impressed by how easy commissioning was: “The machine arrived, was set up – and started running.” The support provided by the sales representative on site and by the training and technology centre during installation and later operation was also impressive. Wald trusted in Hommel’s positive experience and opted to purchase the machines directly from Mitsubishi Electric.
Precisely matching contours – thanks to EDM technology
Wire EDM has thus also been part of PTM’s service portfolio since 2021. The machining specialists had no difficulty getting used to operating the system. “The bottom line is that it’s the same as a milling machine – I’ve got X, Y and Z axes, and I’ve got probing cycles,” says Hommel. “If you’ve learned to mill, you can operate the EDM machine just as well.” The dialogue guidance of the MV2400R Connect in particular gives operators outstanding support, Hommel points out. “This is particularly helpful during set-up. But the maintenance menu is also neatly laid out and helps us to get the machines quickly back into operation.”
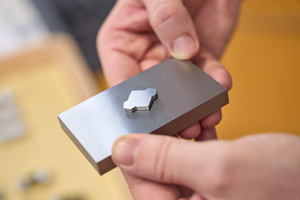
Today, wire erosion has developed into an important addition to PTM’s range of processes. Customers from the optomechanics and linear drive sectors in particular often have components eroded. As an example, Wald shows us a tiny component that PTM machines for the firm Physik Instrumente. How precise the radii and cut-outs in the component have to be becomes clear when you consider their use, because they are installed in piezo positioning stages. These are used with sub-nanometre resolution and extremely high guidance accuracy in metrology, interferometry and for inspection systems in semiconductor production. 

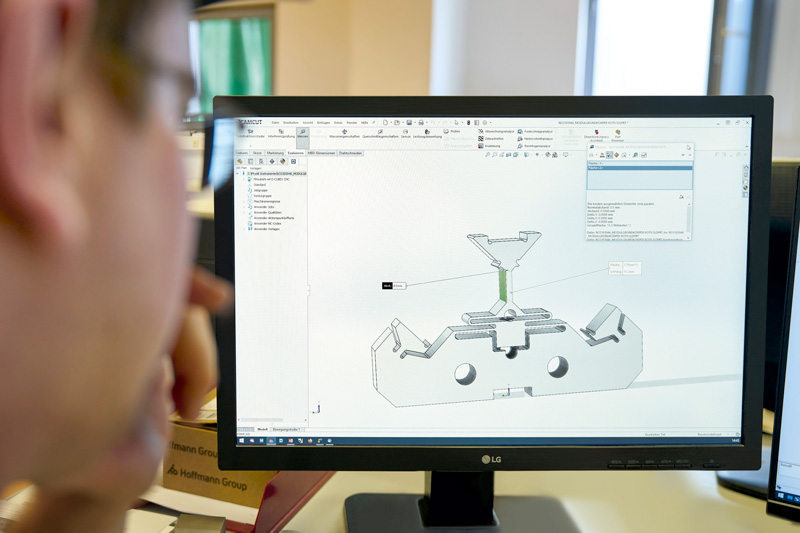
CAD drawing of the part eroded for the customer Physik Instrumente (PI)
 “The part for Physik Instrumente is made of titanium, but most of the components we erode are of aluminium or stainless steel,” says Hommel. Currently, PTM is also conducting trials with copper components, which have so far been machined on milling machines. “But during milling, a lot of force and thus heat is applied to the components, which deform accordingly and therefore need subsequent heat treatment. This is a problem I don’t have with EDM.” Another point in favour of EDM is the possibility of (partial) automation that comes with it. “Of course, machining with a milling machine is faster. But an operator always has to be at the machine.” The MV2400R Connect, on the other hand, can also handle jobs unmanned. “We can load the machine with starting material on the Friday and then it machines the desired parts unsupervised by the following Monday morning,” Hommel explains.
“The part for Physik Instrumente is made of titanium, but most of the components we erode are of aluminium or stainless steel,” says Hommel. Currently, PTM is also conducting trials with copper components, which have so far been machined on milling machines. “But during milling, a lot of force and thus heat is applied to the components, which deform accordingly and therefore need subsequent heat treatment. This is a problem I don’t have with EDM.” Another point in favour of EDM is the possibility of (partial) automation that comes with it. “Of course, machining with a milling machine is faster. But an operator always has to be at the machine.” The MV2400R Connect, on the other hand, can also handle jobs unmanned. “We can load the machine with starting material on the Friday and then it machines the desired parts unsupervised by the following Monday morning,” Hommel explains.
The MV2400R Connect always finds the 0.3 millimetre starting holes that we normally work with. Because it operates with such precision, we can rely on it running for long periods unmanned.
Eric Hommel, assistant to production management at PTM Präzisionsteile

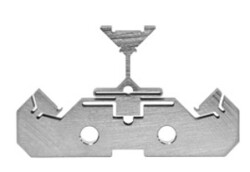
The tiny eroded part for PI in a size comparison
He’s impressed most of all by the automatic threader. “The MV2400R Connect always finds the 0.3 millimetre starting holes that we normally work with. Because it operates with such precision, we can rely on it running for long periods unmanned.” In addition, PTM makes extensive use of the job planner in order to manage several machining programs for different parts and to process them according to the selected priority.  “So if I want to manufacture different parts, I don’t have to write one big program, but can simply enter the programs for the individual parts into the job planner – that’s much more effective.” The zero-point clamping system that PTM uses also yields additional efficiency. “As a result, the changeover from the EDM drilling machine to the MV2400R Connect takes just an estimated 30 seconds,” Hommel adds.
“So if I want to manufacture different parts, I don’t have to write one big program, but can simply enter the programs for the individual parts into the job planner – that’s much more effective.” The zero-point clamping system that PTM uses also yields additional efficiency. “As a result, the changeover from the EDM drilling machine to the MV2400R Connect takes just an estimated 30 seconds,” Hommel adds.
 PTM uses the start43C EDM drilling machine for almost every part selected for erosion. But not only there, says Hommel with a smile: “If a tap breaks off or gets stuck on our milling machines, we extract it with the EDM drilling machine and thus save having to discard the finished part. Even with shrink-fit chucks where we can’t get the tool out, we can use the start 43Ci to erode the tool out and thus save the fixture. This has already saved us many thousands of euros.”
PTM uses the start43C EDM drilling machine for almost every part selected for erosion. But not only there, says Hommel with a smile: “If a tap breaks off or gets stuck on our milling machines, we extract it with the EDM drilling machine and thus save having to discard the finished part. Even with shrink-fit chucks where we can’t get the tool out, we can use the start 43Ci to erode the tool out and thus save the fixture. This has already saved us many thousands of euros.”
But that is only one small reason why Wald is also enthusiastic about the EDM machine from a business perspective: “It’s cheaper to buy than a milling machine or lathe, I don’t have to invest in a variety of tools, I don’t have the hassle of tool breakage and if I can machine a part on the EDM system instead of a milling machine, I save on such additional operations as heat treatment.” The MV2400R Connect has also proven to be economical with energy, as power consumption is lower than with milling machines, says Wald. “This is in line with the other economic benefits that come with the machine,” Wald continues. “From an entrepreneurial point of view, I can imagine EDM eventually becoming as important to us as milling, turning and anodising.”

Managing Director Thomas Wald is delighted with the efficiency of his MV2400R Connect.
He already has an idea of what this could look like. The measuring room moved into the hall extension completed in May 2023. “That gives free space for EDM,” says Wald. Three to four machines could be located there. However, this is a plan “spread over several years”, Wald adds. “But if our existing and new customers discover EDM for themselves – especially in combination with our turning and milling services – we will certainly generate good growth.”
 Founding year
Founding year
1994
Managing Director
Thomas Wald
Employees
110
Core business
Contract and subcontract production of high-quality milled/turned and eroded parts as well as surface treatment in small and medium-sized batches
An der Winde 18/20
98617 Meiningen
Germany
Tel: +49 (0)3693 4458-0
Fax: +49 (0)3693 4458-10
ptm@ptm-meiningen.de
PTM’s roots lie in VEB Robotron-Elektronik. Founded in 1967, the combine was the only manufacturer in East Germany to produce small electronic computers at its Meiningen plant from 1970 onwards, and later also the first 5.25-inch hard disk storage units manufactured in East Germany to international standards. By the end of the 1980s, the factory had up to 1,400 employees. After the collapse of the Eastern Bloc, Robotron Meiningen GmbH, which emerged from the combine, was in fact the only manufacturer of photomask substrates (mask blanks) for semiconductor production in Europe. After various takeovers, changes in the product portfolio and a necessary reduction in the workforce, Robotron went into liquidation at the end of the 1990s. However, former senior employees took over parts of the business in a number of new companies and spin-offs, one of them being PTM Präzisionsteile GmbH Meiningen.
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com