
The production of wire is an extremely demanding process. The starting material is usually rod or rolled wire. The sharpened end of this is guided through the entrance of a drawing die, which is slightly narrower than the diameter of the wire, and then drawn by machine. This makes the wire thinner and at the same time longer. This is repeated with decreasing diameters until the final size is reached. The equipment used is highly complex and can have up to more than 30 drawing stages. The drawing dies are made of extremely hard materials and must be manufactured with extreme precision.

Machining extremely hard materials.
The test sample decisive for the purchase decision after final polishing
Towards the end of the 19th century, the Rhone-Alps region of France saw the establishment of companies specialising in the manufacture of drawing dies for the production of gold wire. The buyers were the silk weaving industry operating in Lyon and the surrounding area, which used such gold threads in high-quality fabrics. Some of these companies still practise the trade today, as there is still a market for such products worldwide. Their customers include the stewards of former royal residences such as Versailles Palace.

Carbide shear blade
“My great-grandparents started making tungsten carbide drawing dies for local steel producers after the end of the Second World War,” recalls Philippe Greusset, President of Isis SAS in Neyron, France. “My great-grandparents were pioneering innovators even in those days by using the considerably cheaper carbide for the drawing dies instead of the gemstones customary at that time.” Unlike gemstones, the blanks made of this material did not have to be laboriously drilled. The pressed, but not yet hard-sintered material was obtained from Sweden. In this state, it was possible to machine it with steel tools. After hard sintering by specialised contractors, it was polished with diamond powder and machined to its final size. Today, Isis still supplies the diamond paste formulated in-house at that time.
 Carbide shear blade“Since then, the technology of wire drawing has been constantly evolving and we have adapted to this by contributing many new ideas,” adds Bruno Sapina, Technical Manager at Isis. Precious metals and the classic commonly used metals such as copper and carbon steels have been increasingly joined by such materials as stainless steels, aluminium, magnesium and titanium. At the same time, the expectations of the quality and durability of the drawing dies have also grown.
Carbide shear blade“Since then, the technology of wire drawing has been constantly evolving and we have adapted to this by contributing many new ideas,” adds Bruno Sapina, Technical Manager at Isis. Precious metals and the classic commonly used metals such as copper and carbon steels have been increasingly joined by such materials as stainless steels, aluminium, magnesium and titanium. At the same time, the expectations of the quality and durability of the drawing dies have also grown.
Isis has steadily kept pace with these market demands. Nowadays, the carbide blanks produced by carbide manufacturers for drawing dies are sintered with a preform. For cost reasons, however, the available bore diameters are graded in tenths of a millimetre, for example, while end customers require dimensions in hundredths-of-a-millimetre gradations. Isis therefore grinds and polishes these pre-products to achieve the desired final dimensions.
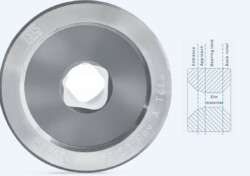
Section of a drawing die for wire production. The wire is sharpened at the front, inserted through the entrance and then continuously drawn. As it passes through graded drawing dies, it becomes progressively thinner and longer
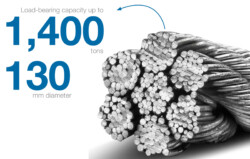
“While we at first mainly produced drawing dies with circular profiles, our focus is now on those with more elaborate geometries,” Greusset explains. These are required for the advanced high-performance wire ropes used in high-rise lifts, in mining, for anchoring offshore platforms and for cable cars. Such ropes can achieve diameters of up to 130 mm and load-bearing capacities of over 1,400 tons. They have an extremely complex structure of stranded wires with a wide variety of diameters and geometries ranging from round to square or polygonal to Z-shaped geometries for so-called “locked ropes”. These Z-profile wires interlock in a way similar to a zip fastener, so the rope has a smooth surface and is largely protected from penetrating moisture and dirt.
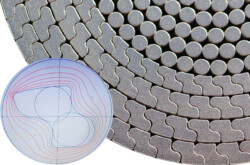
The outer layers of wire of this full-locked high-performance wire rope for a cable car have a Z-profile, which prevents the penetration of dirt. The drawing dies for this gradually transition from the round profile to the desired end profile. (Photo: Fatzer AG, diagram: Isis) Towards the end of the 19th cen
The production of such wires starts with a round profile, whereby successive drawing dies gradually dictate increasingly extreme changes in shape until the desired final geometry is achieved. For this, Isis has extensive know-how gained from decades of experience.
This succession of changes in geometry is optimised in the computer, taking account of the existing machine configuration. The result is drawing die configurations enabling the customer to optimise his production technically and economically.

Philippe Greusset, President of Isis SASz
“Thanks to our expertise in the machining of ultra-hard materials, a growing number of customers have also come to us with requests for the production of a wide variety of special components,” says Sapina. These included solutions as diverse as carbide shear blades for the cutting of wire ropes and highly wear-resistant, low-diameter nozzle tubes. An ingenious solution for the robotic sandblasting of gas turbine interiors consists of long carbide nozzles with angled baffles that deflect the abrasive sand sideways to the inner surfaces of narrow cavities. Other products include diamond nozzles for the high-pressure machining of materials and grinding media for the shredding of sugar beet. For such projects, the first step is to listen to the customer’s wishes and ideas. Then, in partnership, we investigate how to find a practicable solution using the company’s capabilities and resources.
My great-grandparents started out making drawing dies for steel wire. Today, our focus is on intricate tools for modern high-performance wire ropes.
Philippe Greusset, President of Isis SAS

This succession of drawing dies gradually progresses from an almost round initial profile to a biconcave rectangular one.
“We commissioned our first wire erosion system back in 1980,” says Greusset. With this technology, we were able to cut hard-to-machine tungsten carbide, even in its hard-sintered state. We were also able to cut much more complex contours than with rotating processes such as turning or cylindrical grinding. Another advantage of wire EDM is that it can also be used to machine polycrystalline diamond (PCD), so we were able to offer customers diamond tools. However, the state of the art available at the beginning was pretty primitive compared to today. For example, the material for wire EDM with diameters of 0.25 mm was much coarser than today, and there was no automatic threading. Whereas today the operator can simply feed his CNC files from a CAM programme into the machine control at the touch of a button, back then a punched tape had to be produced. This was then read into the control system. Despite these initial shortcomings, however, EDM was so obviously superior to the then state of the art that wire EDM quickly became the standard process at Isis.
The MP1200 Connect supplied in March 2022 is already in 24/7 production operation.
“In 2019, it became clear to us that we would need another wire-cutting machine,” Sapina reports. At that time, the company had machines entirely from other suppliers. In order to determine the best-suited machine, a specification was defined and sent to the three machine manufacturers in question.
Special emphasis was placed on suitability for bevel cutting, as this, in view of the most frequently machined tools, is one of the most important work processes in this department. The suppliers were asked to produce the required trial pieces and to supply them for evaluation. Due to the pandemic, this evaluation phase took until November 2021.
So far there haven’t been any real problems. We are now convinced that we’ve taken the right choice with this purchase.
Philippe Greusset, President of Isis SAS

Fine adjustment of the MP1200 Connect with the ergonomic manual control box.
Mitsubishi Electric clearly came out on top in the evaluation of the test parts, which is why the company was then awarded the contract. In addition to precision and performance, the surface quality achieved also played an important role, as the workpieces’ functional surfaces usually have to be polished to a high gloss. This time-consuming and consequently expensive process is all the easier to accomplish, the lower the roughness of the surfaces supplied for machining.

The plugs at the end of these tungsten carbide nozzle tubes cause the impinging sand particles to be deflected sideways in order to clean narrow interior cavities.
However, the polishing effort required is also to be kept as low as possible because the surface is inevitably abraded unevenly during this manual process. Therefore, the more the surface is polished, the more the final geometry deviates from the target specifications. With the accuracies of ± 2 µm that Isis often has to uphold, this point also spoke in favour of Mitsubishi Electric. The company also considers the advice provided by the manufacturer to be comprehensive and professional.
These remnants from wire erosion illustrate the importance of bevel cutting for Isis’ production activities.
The new MP1200 Connect wire EDM system was supplied in March 2022. After the successfully completed training, production is now running 24/7 on the new machine. “So far there haven’t been any real problems. We are now convinced that we’ve taken the right choice with this purchase”, says Greusset summing up.
Name and place of company:
ISIS SAS Carbide Tools
France
Founding year:
1945
CEO:
Philippe Greusset, President
Employees:
Roughly 22
Core business:
Drawing dies made of carbide, ruby and diamond for the production of wire material as well as hard-wearing special components made of carbide or gemstones for numerous industrial applications in the aerospace, automotive, chemical and petroleum industries
ISIS SAS Carbide Tools
19 Chemin sous les Saules
01700 Neyron
France
Tel. +33-(0)4 78 550 435
Fax: +33-(0)4 78 550 632
info@holding-isis.com
www.isis-outillages.com
Fields marked with a * are mandatory.
Mitsubishi Electric Europe B.V.
German Branch
Mitsubishi-Electric-Platz 1
D - 40882 Ratingen
Sales
Tel.: +49 (0)2102 / 486 - 6120
edm.sales@meg.mee.com
Service
Tel.: +49 (0)2102 / 486 - 7600
edm.hotline@meg.mee.com
Applications
Tel.: +49 (0)2102 / 486 - 7700
edm.applikation@meg.mee.com
Spareparts
Tel.: +49 (0)2102 / 486 - 7500
edm.parts@meg.mee.com
