In-house wire EDM saves time and money while creating flexibility.
The result: greater access to orders, shorter lead times, less logistics, more profit.

Wire EDM technology excels where traditional methods reach their limits. From intricate geometries to hardened materials, complex contours to delicate components—our solutions deliver exceptional accuracy and surface quality across diverse applications. Explore the range of parts and industries benefiting from this versatile technology.
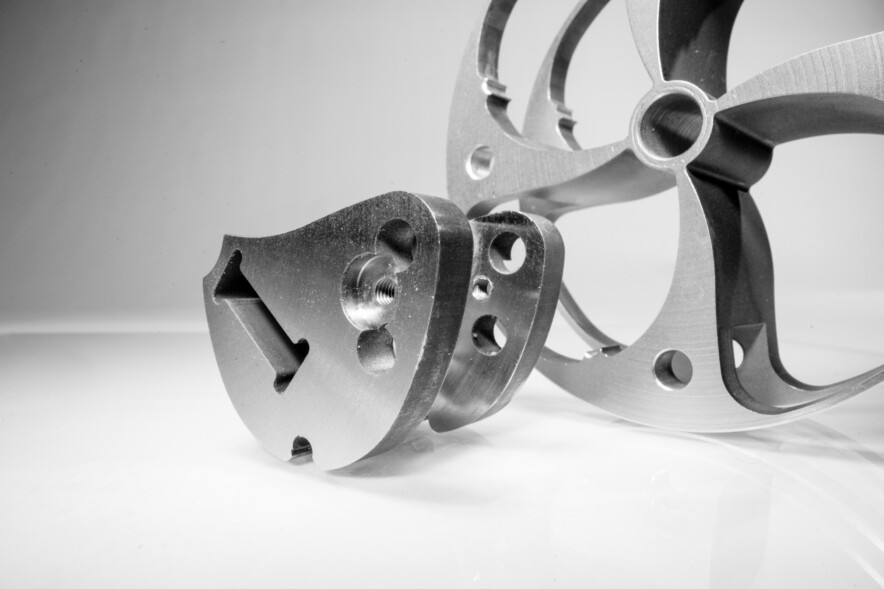




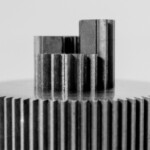
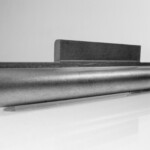
This internal component was previously manufactured through turning, milling, drilling and polishing, requiring multiple fixtures throughout the process. Now, four finished parts can be wire-eroded from this round, pre-turned workpiece without complex fixturing requirements. Wire EDM has reduced production costs by approximately one-third.
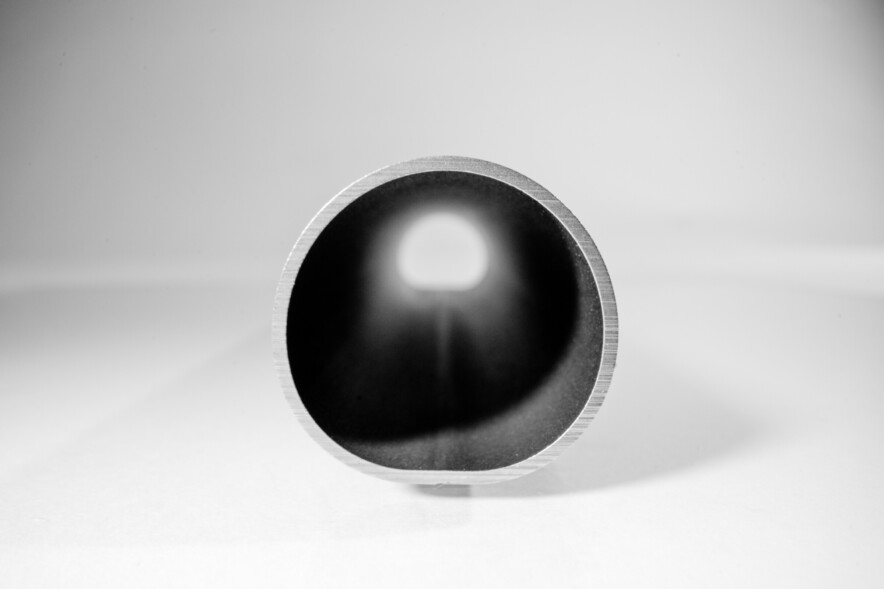




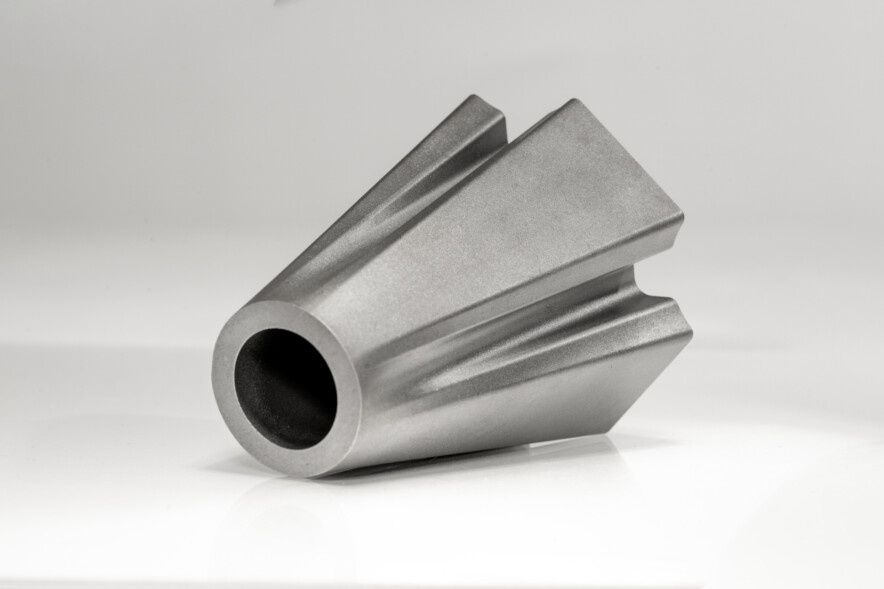
Medical cone. This shape can only be produced by erosion.
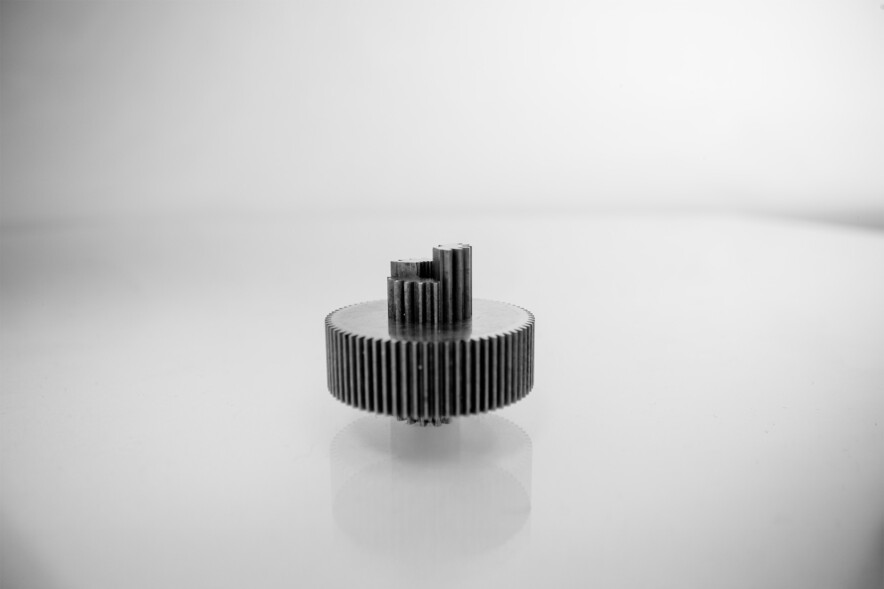


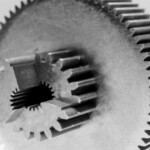
Gear wheel featuring both external and internal teeth. Previously, the gear teeth were produced through labour-intensive broaching processes. Now both external and internal teeth are manufactured from a single raw part without cutting forces or complex fixturing. The resulting advantage is exceptional accuracy, which translates into smooth and precise gearbox operation.
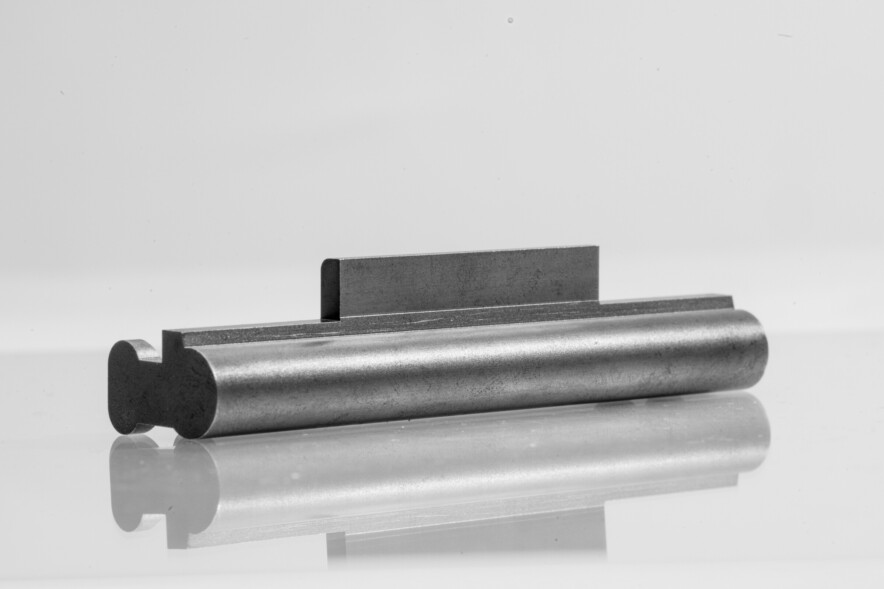


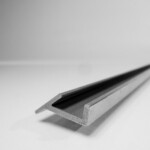
This workpiece previously required elaborate fixturing arrangements. The long radius was produced using a ball-nose cutter which could not achieve the required surface quality and accuracy. With wire EDM, the component is now completed with a single re-clamping operation, and the specified tolerances are reliably achieved without difficulty.



This workpiece is a purely EDM-machined part made of a hardened material; it is machined entirely from solid stock using wire EDM to produce a finished part.




This workpiece can only be manufactured through wire EDM due to its geometry, thin walls and, most importantly, the internal sharp edges. The component is completely eroded as a finished part from a solid block.




Critical Rotor shaft. Traditional manufacturing required multiple CNC operations: external turning, internal star-profile milling, and precision boring — each requiring separate clamping and alignment. Wire EDM produces this part in one continuous operation from solid stock, maintaining exact concentricity between the internal spline profile and external diameter while eliminating setup errors and reducing production time.

Maximise your productivity with automated stacking capability that keeps your wire EDM running efficiently. Finished parts are neatly stacked without manual intervention, enabling continuous production and freeing your operators for value-added tasks. Reduce handling time, minimise the risk of damage, and watch your profit margins grow as you process more parts with less labour input.

Run your operations around the clock without constant supervision. Our wire EDM solutions enable extended unmanned production runs of five days or more, even without full automation systems. Set up your job, start the process, and focus your skilled workforce on higher-value tasks whilst the machine delivers precise results day and night. Maximise productivity without the overhead of continuous monitoring.

Say goodbye to time-consuming deburring and expensive finishing processes. Wire EDM technology produces clean, burr-free edges straight from the machine, eliminating the need for secondary operations that add cost and complexity to your workflow. Reduce handling time, minimise quality risks, and deliver finished parts faster to your customers.


Carlow Toolmaking Services Ltd. Ireland
Production of components, devices and fixtures for medical technology, oral care, the pharmaceutical industry and the automotive industry

Winkler Präzisionswerkzeuge GmbH Germany
Production of steel and aluminium precision parts for jigs & fixtures, clamping and gripping equipment, and for general automation in machine construction and the automotive industry.

SACS Aerospace GmbH Germany
Development and production of
equipment components, parts and
spare parts for aircraft, and especially
commercial and business aircraft
The CONDOR® Group, a medium-sized family business now in its second generation, has been relying on Mitsubishi Electric wire EDM machines since 2001. As a specialist in high-precision components for the aerospace, medical technology, and watchmaking industries, the company achieves manufacturing tolerances of up to 5 micrometers.
Choose your preferred way to connect
Request general information
Share your project details
We will call you back
Every manufacturing challenge is unique. Contact our specialists to explore how wire EDM technology can address your specific needs—from reducing production costs to achieving tighter tolerances. We're ready to answer your questions and provide tailored solutions for your metalworking operations.

Wire Electrical Discharge Machining (EDM) is a precision manufacturing process that uses electrical sparks to cut conductive materials. A thin wire electrode passes through the workpiece, creating controlled electrical discharges that erode the material with extreme accuracy. This non-contact process eliminates cutting forces, enabling the production of complex geometries without mechanical stress or workpiece distortion.
Wire EDM can process any electrically conductive material, regardless of hardness. This includes hardened tool steels, stainless steel, titanium, brass, copper, aluminium, and exotic alloys. The material’s hardness has no impact on processing speed or quality, making wire EDM ideal for manufacturing hardened components without pre-hardening compromises.
Modern wire EDM systems routinely achieve tolerances of ±0.002mm to ±0.005mm, with positioning accuracy often exceeding ±0.001mm. Surface finishes of Ra 0.1μm or better are achievable, often eliminating the need for secondary finishing operations.
Unlike milling, turning, or grinding, wire EDM operates without physical contact or cutting forces. This eliminates tool wear, workpiece distortion, and the need for complex fixturing. Wire EDM excels at producing sharp internal corners, thin walls, and intricate geometries that would be difficult or impossible with conventional methods. Additionally, materials can be machined after heat treatment, ensuring dimensional stability.
Running costs primarily include wire electrode consumption, electrical power, and dielectric fluid. However, these costs are often offset by eliminating secondary operations, reducing scrap rates, minimizing fixturing requirements, and enabling unmanned production. Many customers report overall cost reductions of 30-50% compared to conventional multi-step processes.
Yes. Modern wire EDM systems are designed for extended unmanned operation, routinely running for 5+ days without intervention. Automatic wire threading, integrated quality monitoring, and reliable process control enable lights-out manufacturing even without full automation systems.